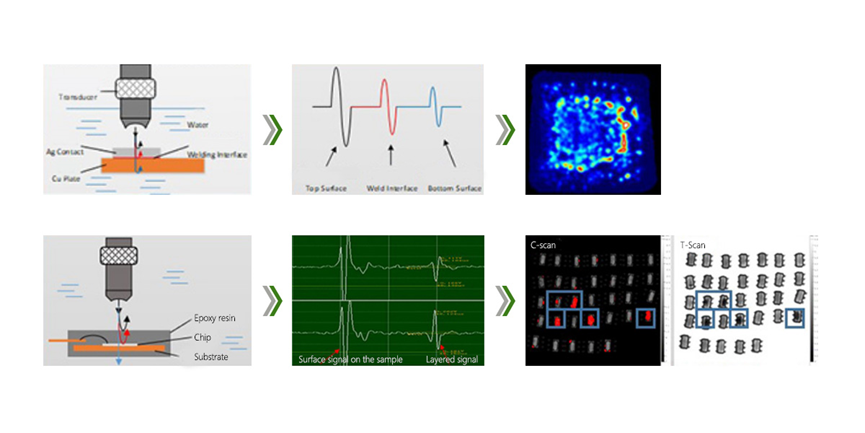
Ultrasound-testausperiaate
Ultrasound-muuntaja tuottaa ultrasound-pulssin, joka saavuttaa testattavan yksikön välitysmateriaalin (vesi) kautta.
Äänien esteiden ero vuoksi ultrasound-aalto heijastuu eri materiaalien rajapinnalla.
Ultrasound-muuntaja vastaanottaa heijastuneen äänen ja muuntaa sen sähköiseksi signaaliksi.
Tietokone käsittelee sähköisen signaalin ja näyttää aaltoformin tai kuvan.
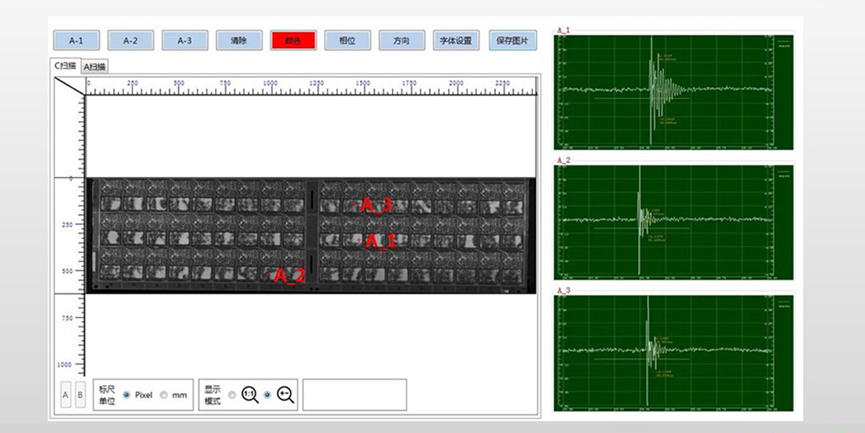
Skaanauksen muoto
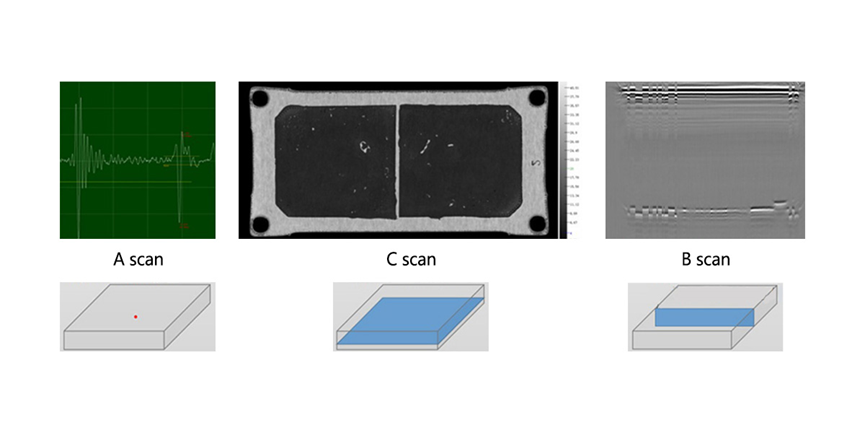
A-skaani: aaltoforma tiettyyn pisteeseen;
Vaakasuunta osoittaa ajan, jolloin aaltoforma esiintyy;
Pystysuunta osoittaa aaltoformen amplitudin.
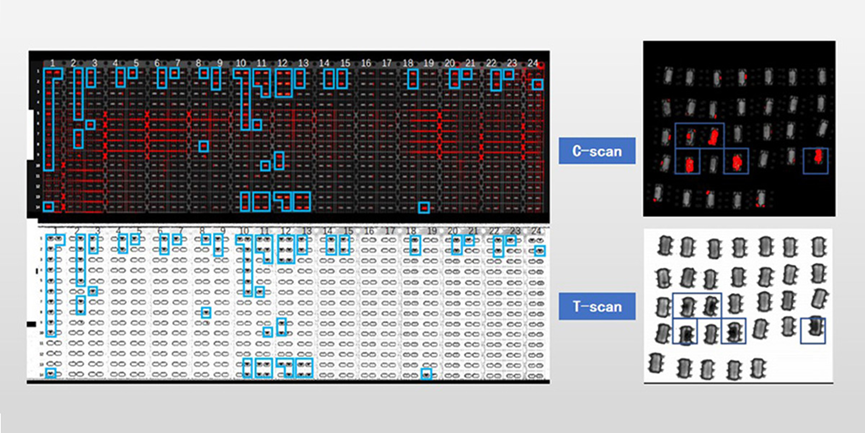
C-skannaus: vaakasuuntainen risteysleikkaus-skannaus;
Vaakasuunta ja pystysuunta osoittavat fysiikoita mittoja;
Väri osoittaa aaltoformen amplitudin.
B-skannaus: pituussuuntainen risteysleikkaus-skannaus;
Vaakasuunta osoittaa fysiikoita mittoja;
Pystysuunta osoittaa ajan, jolloin aaltoformi esiintyy;
Väri osoittaa aaltoformen amplitudin ja vaihekulman
Monitasoinen skannaus: monitasoinen C-skannaus suoritetaan näytteen syvyyssuunnassa.

Läpimeno-skannaus: vastaanottimet lisätään näytteen alapuolelle kerätäksesi läpi kulkevat äänitaajuudet luodaksesi kuvia.
Tunnistamisen edut ja rajoitukset
Edut:
1. Ulkoäänennäytteily on sovellettavissa laajalle materiaalivalikoimalle, mukaan lukien metallit, ei-metallit ja kompositiomateriaalit;
2. Se pääsee läpi useimmat materiaalit;
3. Se on erittäin herkkä rajapintojen muutoksille;
4. Se ei ole haitallista ihmisten terveydelle tai ympäristölle.
Rajoitukset:
1. Aaltohymnän valinta on suhteellisen monimutkainen;
2. Näytteen muoto vaikuttaa tunnistustulokseen;
3. Huonon sijainti ja muoto vaikuttavat tunnistustulokseen tietyllä tavalla;
4. Näytteen materiaali ja kristallipaino vaikuttavat merkittävästi tunnistukseen.
Liitoslaadun tarkastus levyjen latausprosessin aikana
Valvonta pyyhkivien latausketjun käynnistys- ja virheenetsintäprosessissa, jotta voidaan intuitiivisesti havaita poikkeuksia erilaisten laitteistoparametrien ja tilojen suhteen.
Suction pään korkeus ja kulma;
Viilun oksidointi ja lämpötila;
Johtopohjan materiaali ja chipin materiaali

Lasiennossa tapahtuva varttien laatu tarkastus
Valvonta lasiennosketjun käynnistys- ja virheenetsintävaiheessa voi intuitiivisesti löytää poikkeuksia erilaisten laitteistoparametrien ja tilojen suhteen
Suction pään korkeus ja kulma;
Viilun oksidointi ja lämpötila;
Johtopohjan ja chipin materiaali
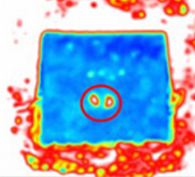
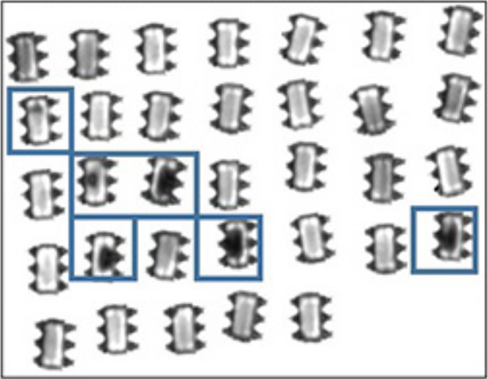
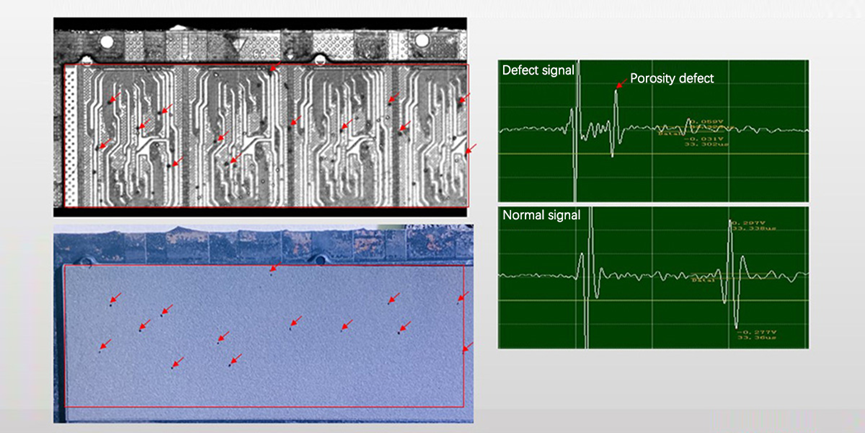
Chipin varttien prosessissa muodostuvat tyhjänne ovat syytteitä riittämättömälle lämmönjohtavuudelle laitteen käytössä, mikä vaikuttaa sen kestoon ja luotettavuuteen. Ultrallisen testausmenetelmällä varttien tyhjänne defektit voidaan tunnistaa nopeasti ja tehokkaasti.
|
|
|
|
|
|
Varttien tyhjänne |
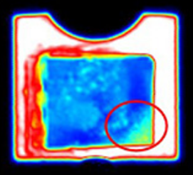
Pyörremyrsky siliconipyyhkissä |
Leivänpalat |
Rakkenet silikoniwaareissa |
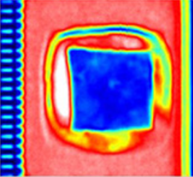
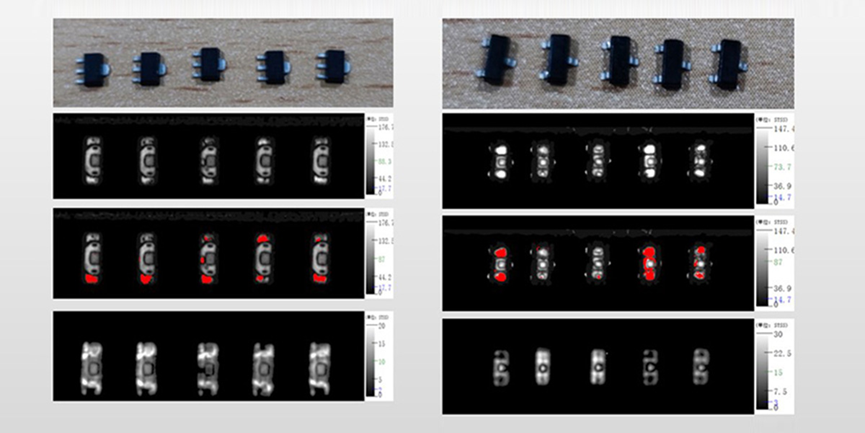
Pakkauspurkautumisvadheiden havaitseminen muovienkapselointiprosessin jälkeen
Ulkoäänescanauksen vaihehavaintotila tarkkuudella tunnistaa purkautumisvadheet resiinimuovi- ja metallikehityksessä
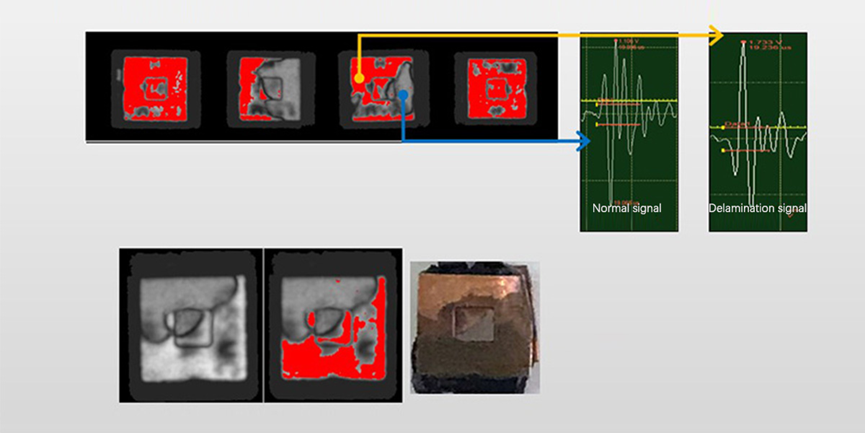
Hymytyksen jälkeinen oksidointialue on melko sama kuin punainen alue
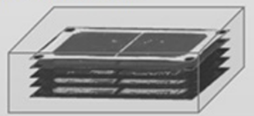
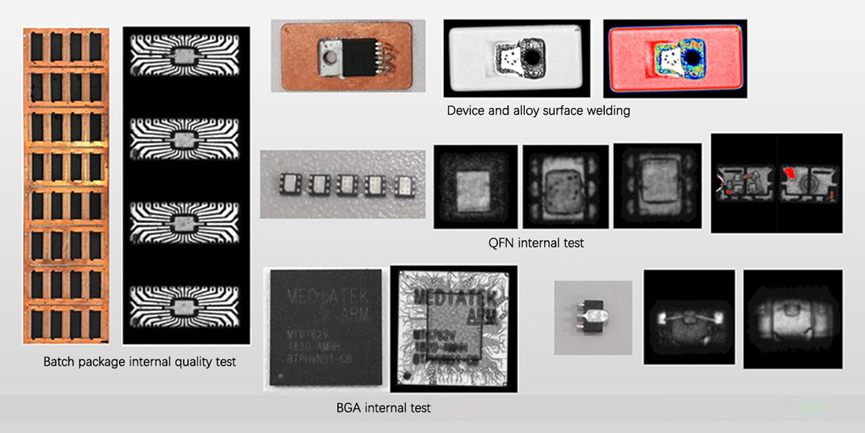
Tyhjiöiden ja monikerroksisten pakkausten havaitseminen oheneimmista paketeista
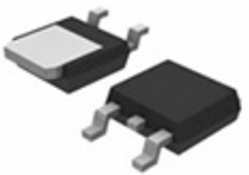
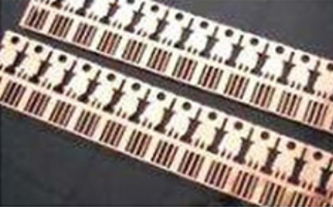
Havainnointitapaus TO-sarja
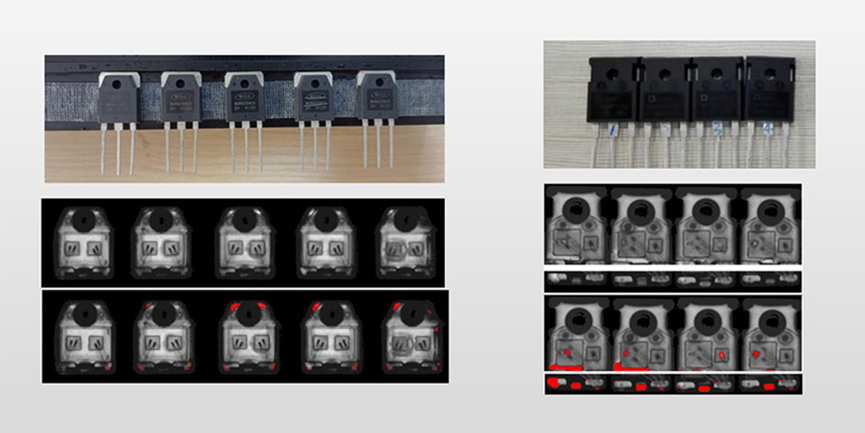
Testaa koko levy
Testaa yksittäinen keppi
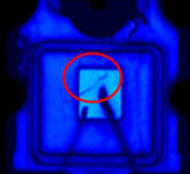
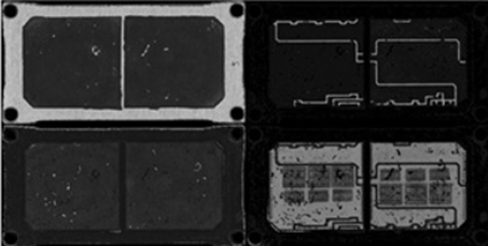
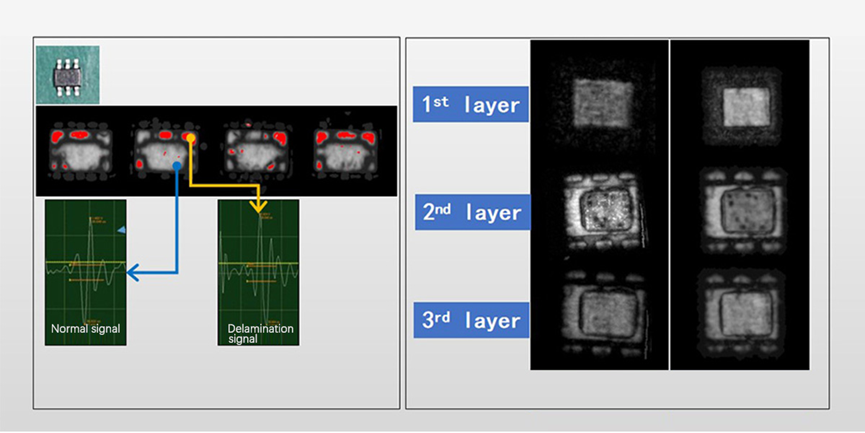
Tyyppikäyttötapaus: muistikepän pakkausporit
Tyyppinen sovellustapa: muistichipin kerrosten virhe
Muut testitapaukset
Guangzhou Minder-Hightech Co., Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. All Rights Reserved
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA