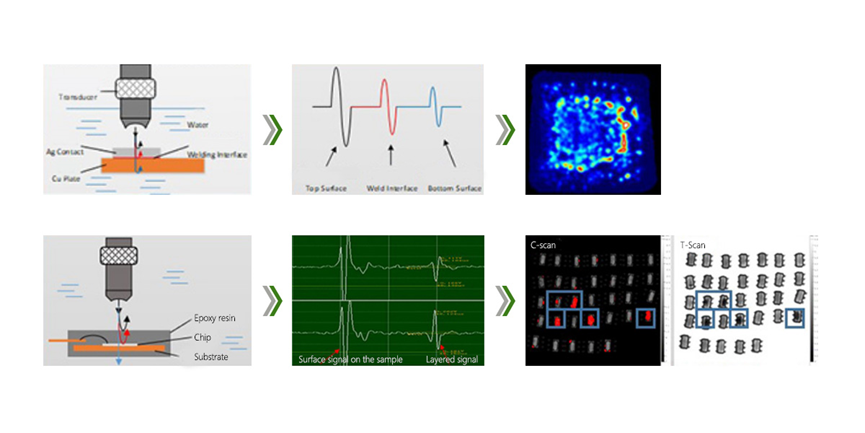
Principe du Contrôle Ultrasonore
Le transducteur ultrasonore génère un pulse ultrasonore qui atteint l'échantillon à tester (DUT) via le milieu couplant (eau).
En raison de la différence d'impédance acoustique, les ondes ultrasonores se réfléchissent à l'interface entre matériaux différents.
Le transducteur ultrasonore reçoit l'écho réfléchi et le convertit en signaux électriques.
L'ordinateur traite le signal électrique et affiche le tracé ou l'image.
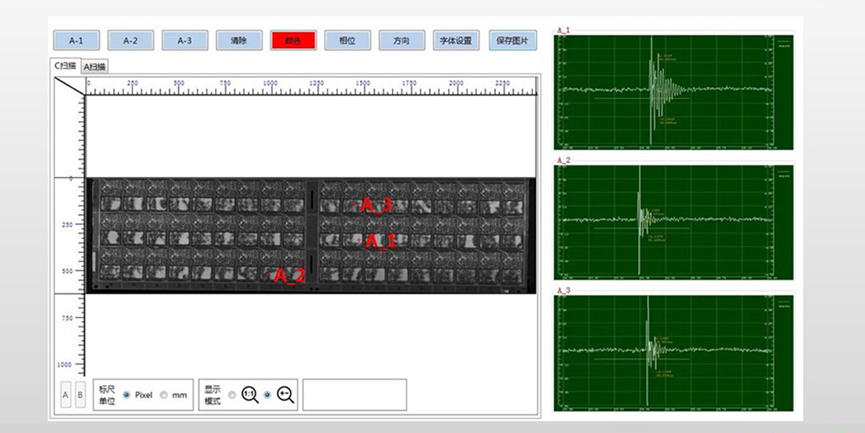
Forme de balayage
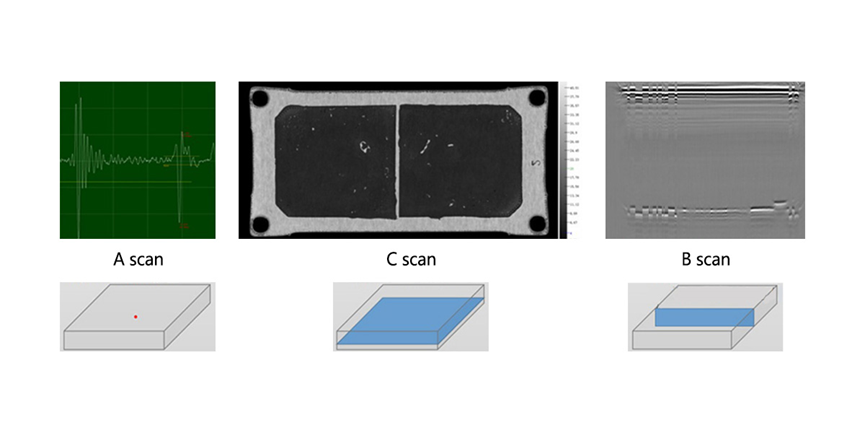
Balayage A : tracé à un point donné ;
L'axe horizontal indique le moment où le tracé apparaît ;
L'axe vertical indique l'amplitude de la forme d'onde.
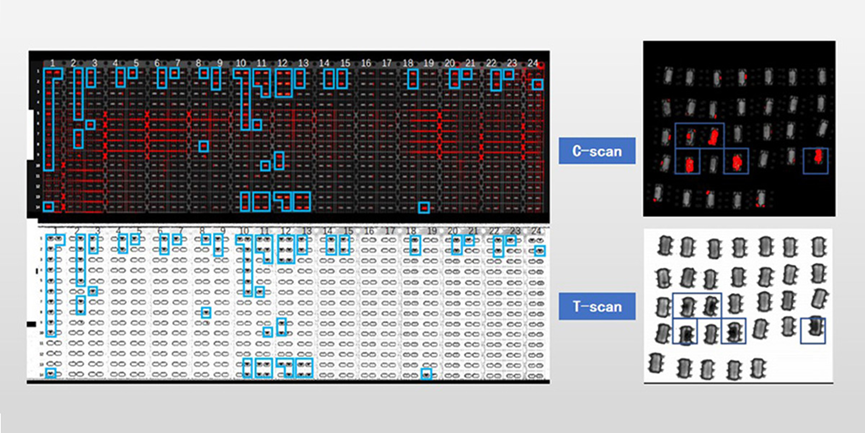
Scan C : balayage transversal en coupe ;
Les axes horizontal et vertical indiquent les dimensions physiques ;
La couleur indique l'amplitude de la forme d'onde.
Scan B : balayage longitudinal en coupe ;
L'axe horizontal indique les dimensions physiques ;
L'axe vertical indique le moment où apparaît la forme d'onde ;
La couleur indique l'amplitude et la phase de la forme d'onde
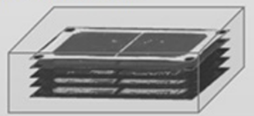
Balayage multicouche : un balayage C multicouche est effectué dans la direction de profondeur de l'échantillon.

Balayage de transmission : des récepteurs sont ajoutés au fond de l'échantillon pour collecter les ondes sonores transmises afin de générer des images.
Avantages et limites de la détection
Avantages :
1. La détection ultrasonore est applicable à une large gamme de matériaux, y compris les métaux, les non-métaux et les matériaux composites ;
2. Elle peut pénétrer la plupart des matériaux ;
3. Elle est très sensible aux changements d'interface ;
4. Elle est inoffensive pour le corps humain et l'environnement.
Limitations :
1. Le choix de la forme d'onde est relativement complexe ;
2. La forme de l'échantillon affecte l'effet de détection ;
3. La position et la forme du défaut ont une certaine influence sur le résultat de détection ;
4. La nature et la taille du grain de l'échantillon ont une grande influence sur la détection.
Contrôle de la qualité du soudage lors du processus de chargement des galettes
Surveillance lors du démarrage et du débogage de la machine de chargement des galettes pour découvrir intuitivement des anomalies dans divers paramètres et états d'équipement.
Hauteur et angle de la tête d'aspiration ;
Oxydation et température du soudure ;
Matériau du cadre en plomb et matériau du composant

Inspection de la qualité de soudage lors du chargement du composant
La surveillance lors du démarrage et du débogage de la machine de chargement de composants peut détecter visuellement les anomalies dans divers paramètres et états d'équipement
Hauteur et angle de la tête d'aspiration ;
Oxydation et température du soudure ;
Matériau du cadre en plomb et composant
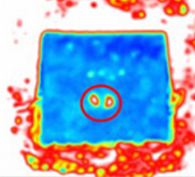
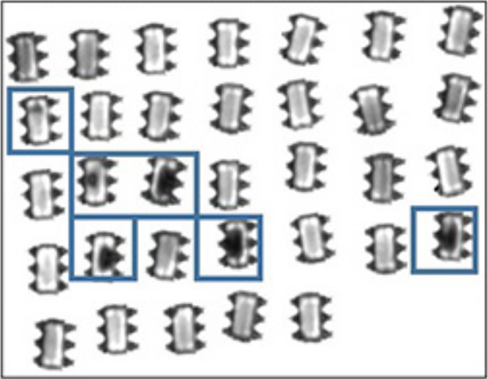
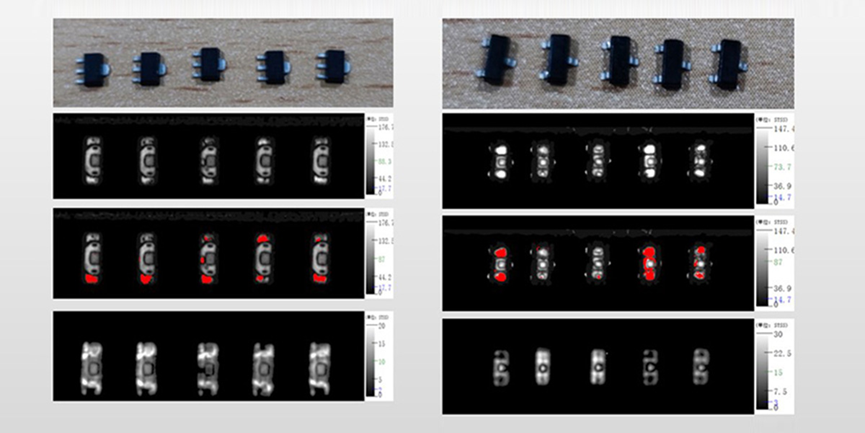
Les vides dans le processus de soudure du composant entraîneront une dissipation thermique insuffisante lors de l'utilisation du dispositif, affectant sa durée de vie et sa fiabilité. L'utilisation de méthodes de test par ultrasons permet d'identifier rapidement et efficacement les défauts de soudure causés par des vides.
|
|
|
|
|
|
Vides de soudure |
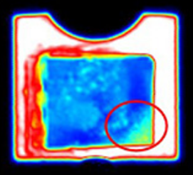
Déformation des galettes de silicium |
Chips de pain |
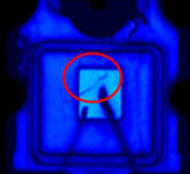
Fissures dans les galettes de silicium |
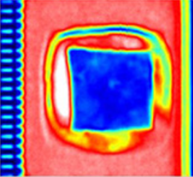
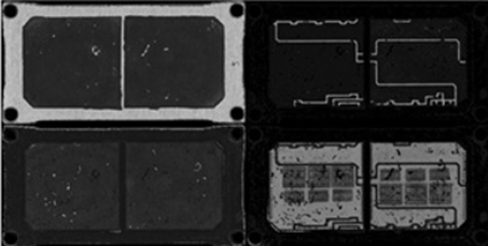
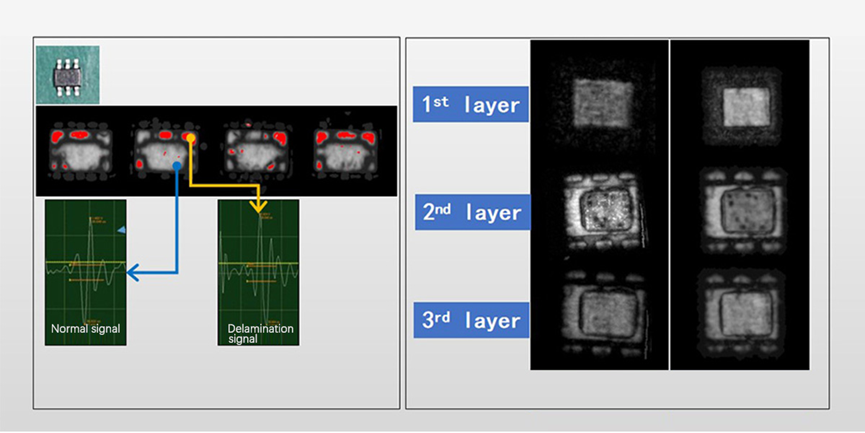
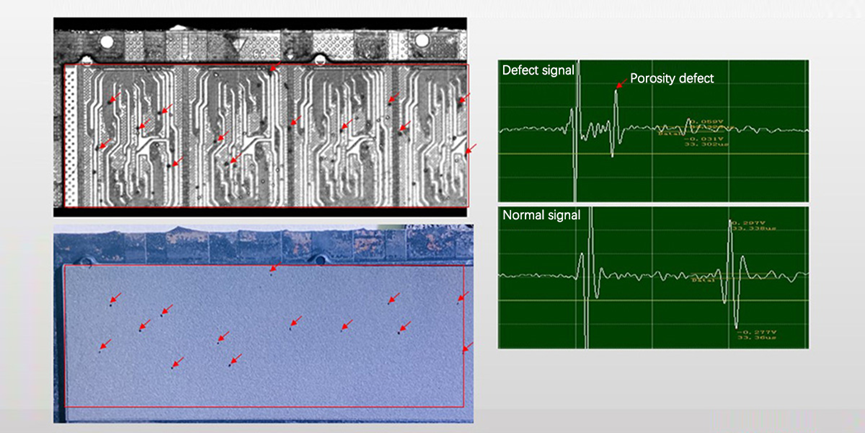
Détection des défauts de délamination des emballages après le processus d'encapsulation plastique
Mode de détection par balayage ultrasonore en phase pour identifier précisément les défauts de délamination entre le résine plastique et le cadre métallique
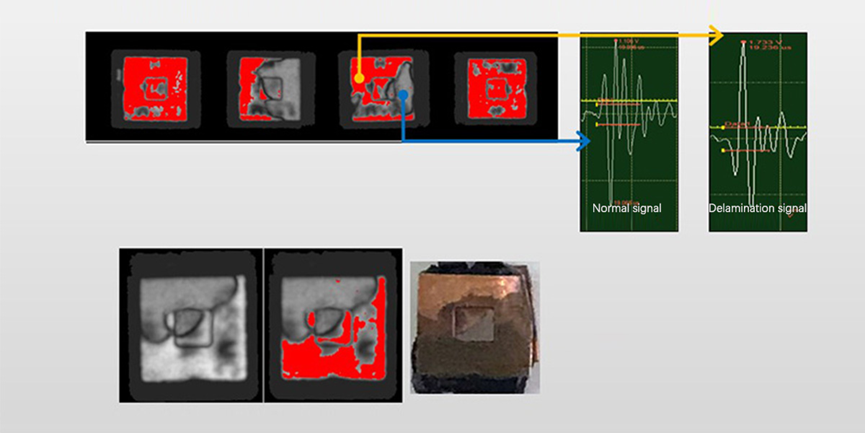
La zone oxydée après décollage est pratiquement la même que la zone rouge
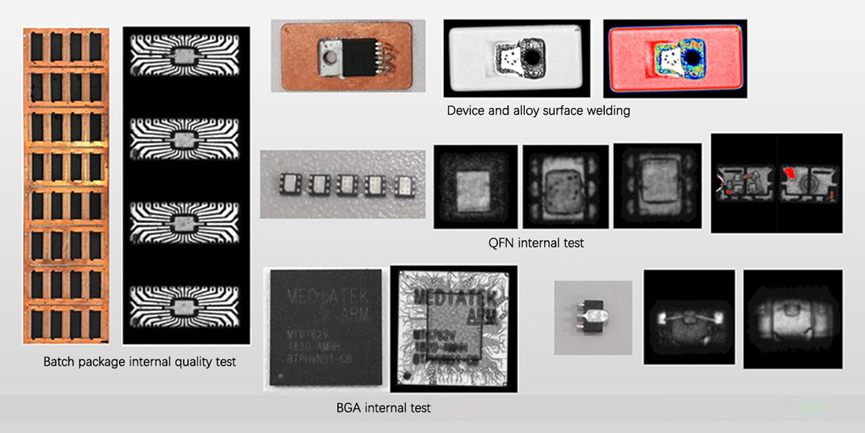
Détection des vides et détection multicouche des emballages plus fins
Cas de détection série TO
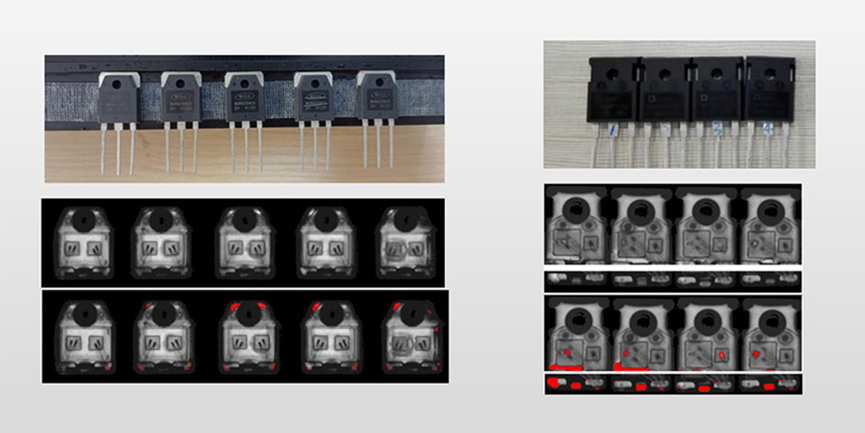
Tester toute la carte
Tester un seul composant
Cas d'application typique : pores du package de puce mémoire
Cas d'application typique : défaut de stratification du chip mémoire
Autres cas de test
Guangzhou Minder-Hightech Co., Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. All Rights Reserved
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA