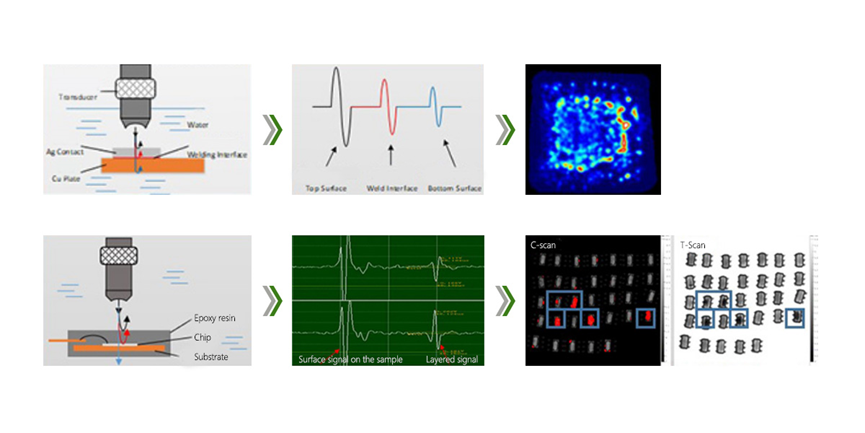
Ultralydtestingsprinsipp
Ultralydtransduseren genererer ultralydpuls som når DUT gjennom koblingsmediet (vann).
På grunn av forskjellen i akustisk impedans, reflekterer ultralydbølger ved grensesnittet mellom forskjellige materialer.
Ultralydsvingeren mottar det reflekterte ekkoet og konverterer det til elektriske signaler.
Datamaskinen behandler det elektriske signalet og viser bølgeformen eller bildet.
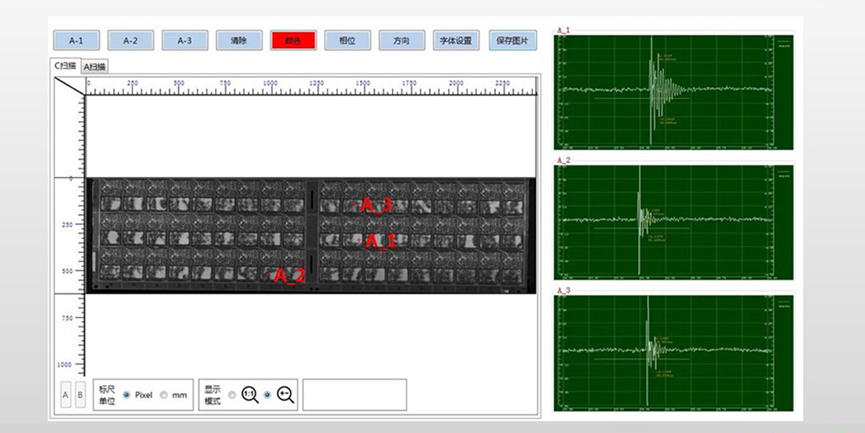
Skanningsskjema
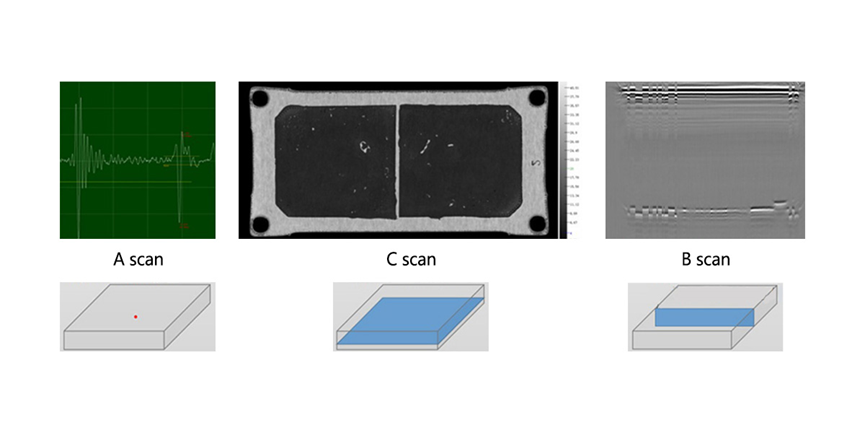
En skanning: bølgeform på et bestemt punkt;
Den horisontale aksen indikerer tidspunktet når bølgeformen vises;
Den vertikale aksen indikerer bølgeformens amplitude.
C-skanning: tverrsnittsskanning;
De horisontale og vertikale aksene indikerer de fysiske dimensjonene;
Fargen indikerer bølgeformens amplitude.
B-skanning: langsgående tverrsnittsskanning;
Den horisontale aksen indikerer de fysiske dimensjonene;
Den vertikale aksen indikerer tidspunktet når bølgeformen vises;
Fargen indikerer bølgeformens amplitude og fase
Flerlagsskanning: flerlags C-skanning utføres i prøvens dybderetning.

Sendingsskanning: Mottakere legges til bunnen av prøven for å samle de overførte lydbølgene for å generere bilder.
Fordeler og begrensninger ved deteksjon
Fordeler:
1. Ultralyddeteksjon kan brukes på et bredt spekter av materialer, inkludert metaller, ikke-metaller og komposittmaterialer;
2. Det kan trenge gjennom de fleste materialer;
3. Den er veldig følsom for grensesnittendringer;
4. Det er ufarlig for menneskekroppen og miljøet.
Begrensninger:
1. Valget av bølgeform er relativt komplekst;
2. Formen på prøven påvirker deteksjonseffekten;
3. Defektens posisjon og form har en viss innflytelse på deteksjonsresultatet;
4. Prøvens materiale og kornstørrelse har stor innflytelse på deteksjonen.
Inspeksjon av sveisekvalitet under lasting av wafer
Overvåking under oppstart og feilsøkingsprosessen for waferlastingsmaskinen for intuitivt å oppdage avvik i ulike utstyrsparametere og tilstander.
Høyde og vinkel på sugehodet;
Oksidasjon og temperatur på loddetinn;
Materiale til blyramme og sponmateriale

Sveisekvalitetskontroll under sponlasting
Overvåking under oppstart og feilsøking av chiplastingsmaskinen kan intuitivt finne avvik i ulike utstyrsparametere og tilstander
Høyde og vinkel på sugehodet;
Oksidasjon og temperatur på loddetinn;
Materiale til blyramme og chip
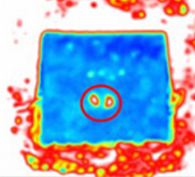
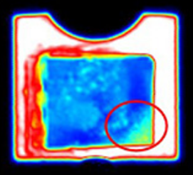
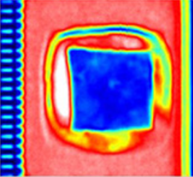
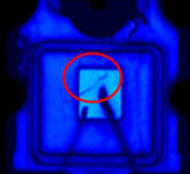
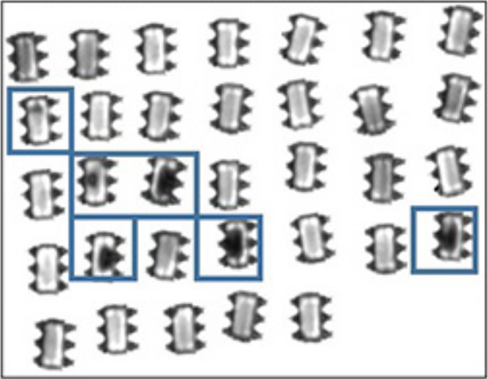
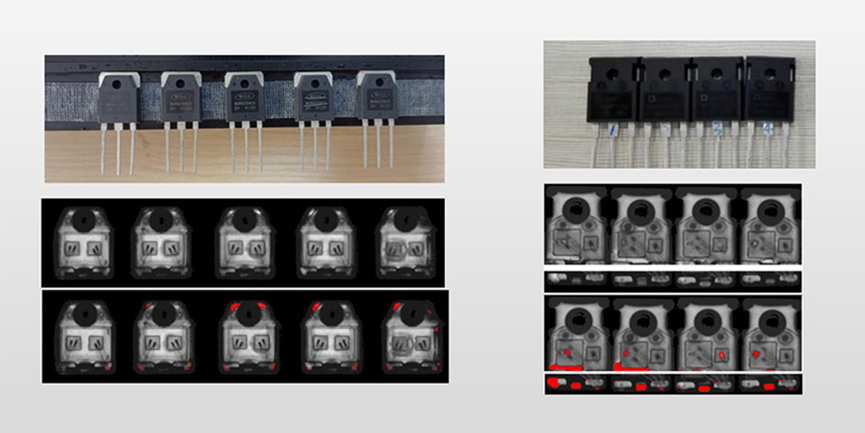
Tomrom i sponsveiseprosessen vil forårsake utilstrekkelig varmespredning under bruk av enheten, noe som påvirker levetiden og påliteligheten. Ved hjelp av ultralydtestingsmetoder kan sveisedefekter raskt og effektivt identifiseres.
|
|
|
|
|
|
Sveisehull |
Vridning av silisiumskiver |
Brødchips |
Sprekker i silisiumskiver |
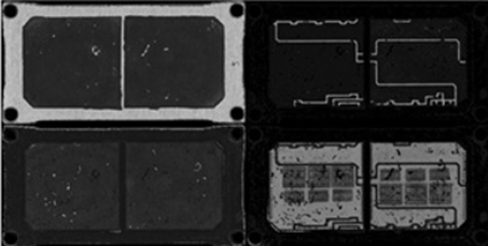
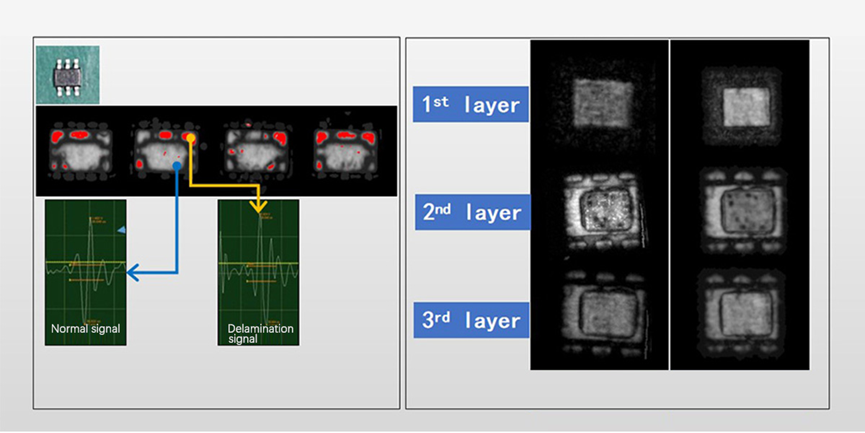
Påvisning av pakkedelamineringsdefekter etter plastinnkapslingsprosessen
Ultrasonisk skanningsfasedeteksjonsmodus for nøyaktig å identifisere delamineringsdefekter mellom harpiksplast og metallramme
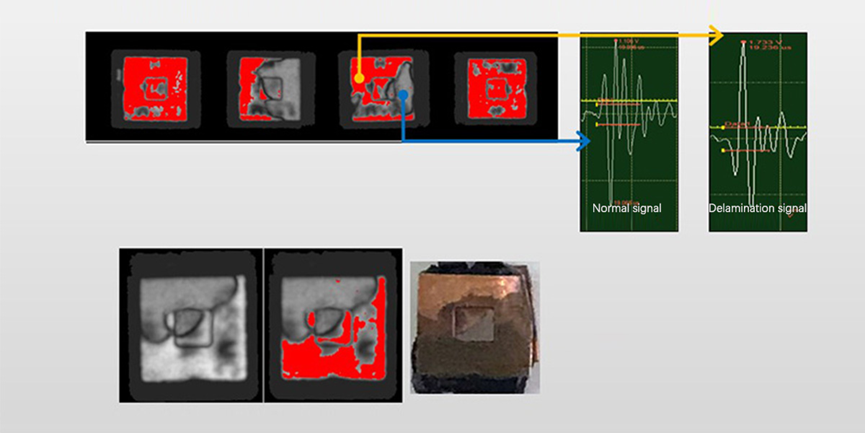
Det oksiderte området etter peeling er stort sett det samme som det røde området
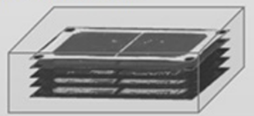
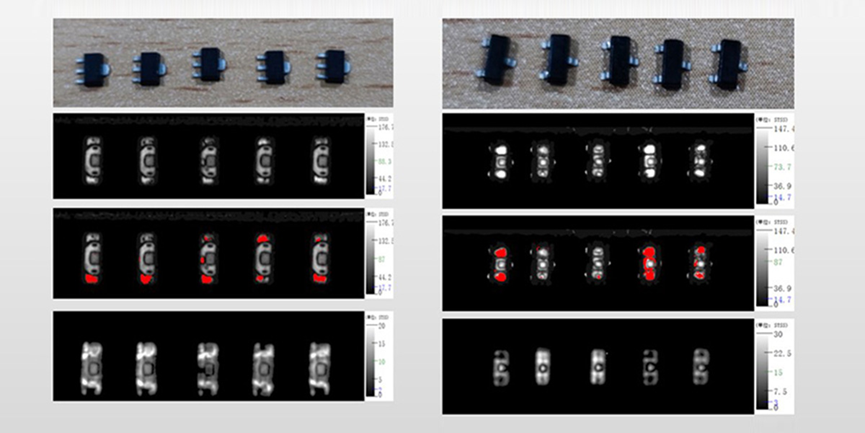
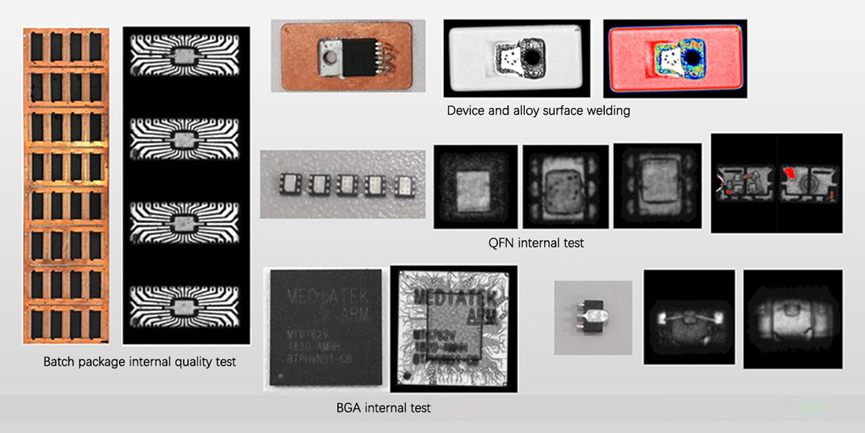
Void-deteksjon og flerlagsdeteksjon av tynnere pakker
Deteksjonstilfelle TO-serien
Test hele brettet
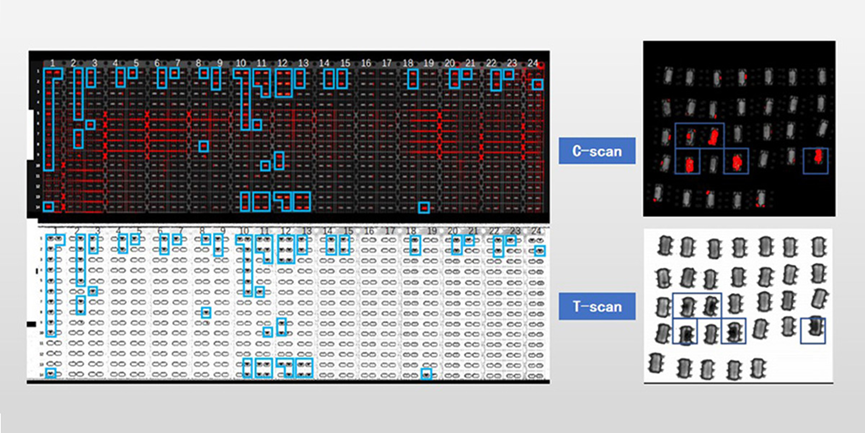
Test en enkelt brikke
Typisk bruksområde: porer i minnebrikkepakken
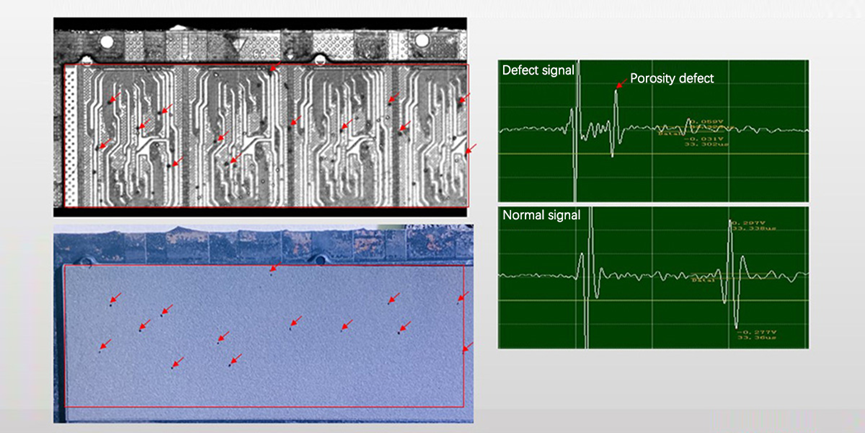
Typisk brukstilfelle: minnebrikkelagsdefekt
Andre testtilfeller
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. Alle rettigheter forbeholdt
 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NEI
NEI
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA