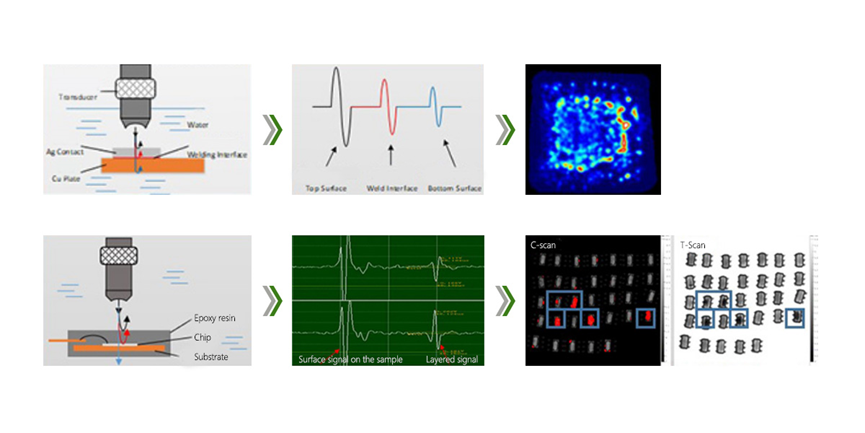
Princip ultrazvukovog testiranja
Ultrazvučni pretvarač generiše ultrazvučni impuls koji stiže do uredjaja za testiranje putem koplira (voda).
Zbog razlike akustične impendanse, ultrazvučna valova se odbijaju na suštini različitih materijala.
Ultrazvučni pretvarač prima odbijeni echo i pretvara ga u električne signale.
Računara obrađuje električni signal i prikazuje valovnu formu ili sliku.
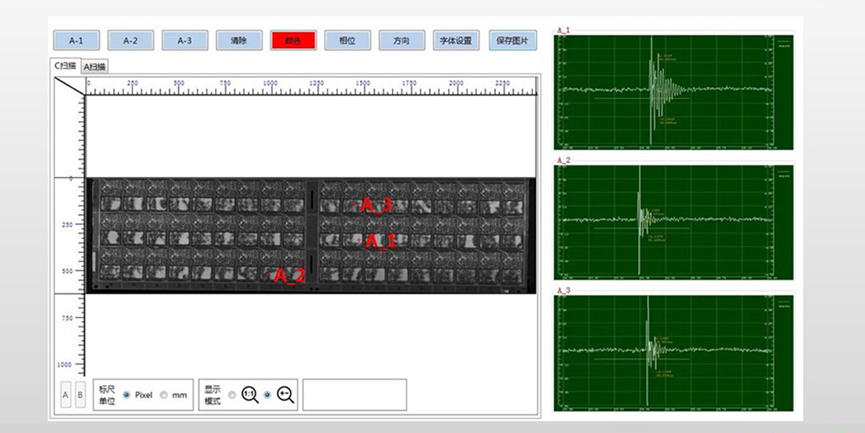
Oblik skeniranja
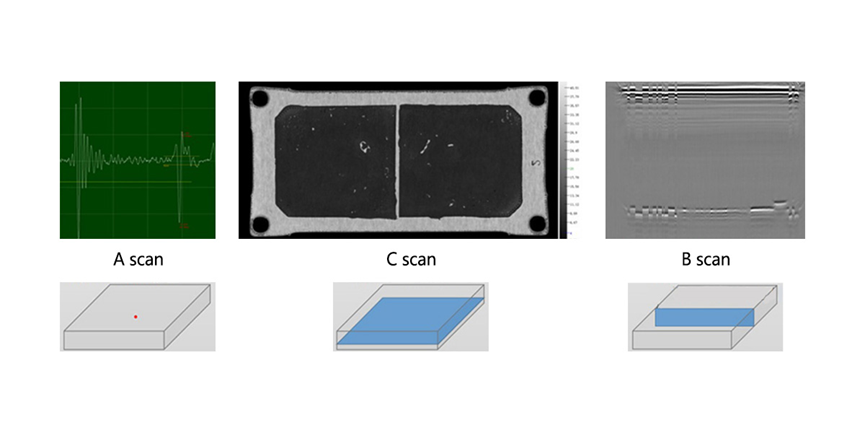
A sken: valovna forma na određenoj tački;
Vodoravna osa označava vreme kada se pojava valovne forme događa;
Okomita os označava amplitudu vala.
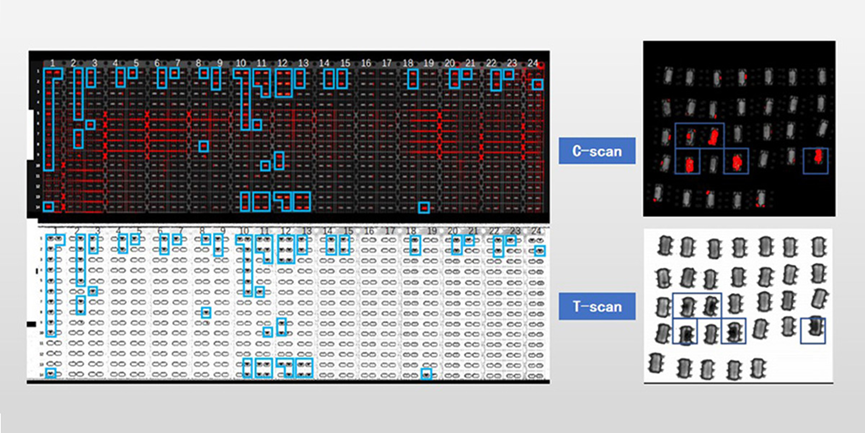
C skeniranje: presečno transverzalno skeniranje;
Horizontalna i vertikalna os označavaju fizikalne dimenzije;
Boja označava amplitudu vala.
B skeniranje: dužinsko presečno skeniranje;
Horizontalna os označava fizikalne dimenzije;
Vertikalna os označava vreme kada se val pojavljuje;
Boja označava amplitudu vala i fazu
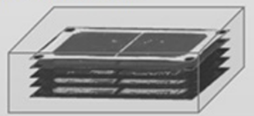
Višeslojno skeniranje: višeslojno C skeniranje se vrši u dubinskom smeru uzorka.

Transmisivno skeniranje: primavioci se dodaju na dnu uzorka da bi se sakupile prosleđene zvučne talase za generisanje slika.
Prednosti i ograničenja otkrivanja
Prednosti:
1. Ultrazvukovsko otkrivanje je primenljivo na širok spektar materijala, uključujući metale, ne-metale i složene materijale;
2. Može proniknuti kroz većinu materijala;
3. Je vrlo osetljiv na promene na sučelju;
4. Nije štetan za čoveku i okoliš.
Ograničenja:
1. Izbor valne forme je relativno kompleksan;
2. Oblik uzorka utiče na efekat detekcije;
3. Položaj i oblik defekta imaju određeni uticaj na rezultat detekcije;
4. Materijal i veličina zrnanja uzorka imaju veliki uticaj na detekciju.
Provera kvaliteta svarenja tijekom procesa učitavanja pločica
Praćenje tijekom pokretanja mašine za učitavanje vefera i procesa određivanja grešaka kako bi se intuitivno otkrili neobični pojavi u različitim parametrima i stanjima opreme.
Visina i ugao sučnog glave;
Oksidacija i temperatura loje;
Materijal nosača i čip materijala

Provera kvaliteta svađenja tijekom učitavanja čipa
Praćenje tijekom pokretanja i određivanja grešaka na mašini za učitavanje čipa može intuitivno pronaći neobičnosti u različitim parametrima i stanjima opreme
Visina i ugao sučnog glave;
Oksidacija i temperatura loje;
Materijal nosača i čip
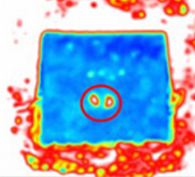
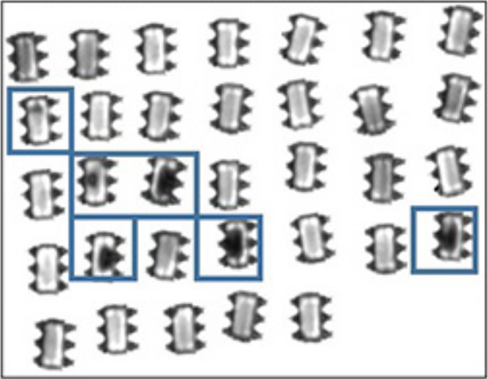
Praznine u procesu svađenja čipa uzrokuju nedovoljno otpuštanje topline tijekom korišćenja uređaja, što utiče na njegov vek i pouzdanost. Korišćenjem ultrazvukovih metoda, defektni praznine u svađenju mogu biti brzo i efikasno otkrivene.
|
|
|
|
|
|
Praznine u svađenju |
Istrajanost silikonskih vefera |
Čips od kruha |
Crte na kremnijumskim pločicama |
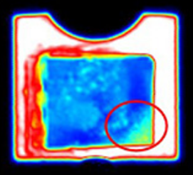
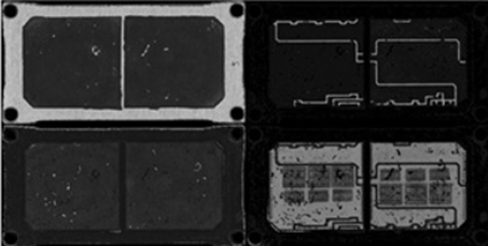
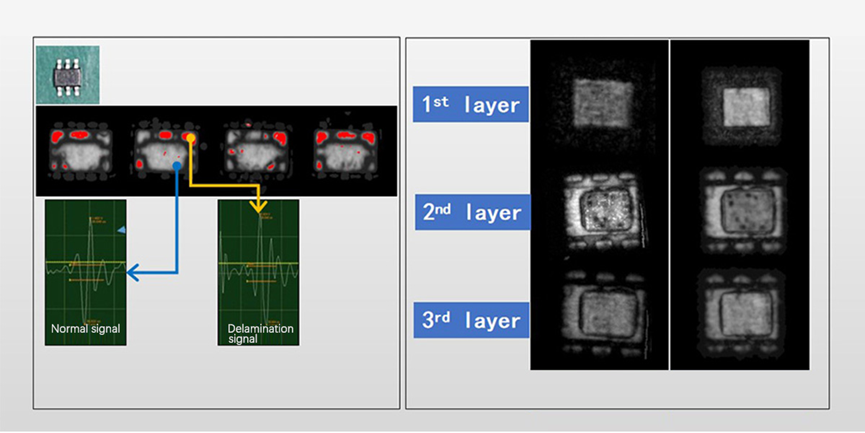
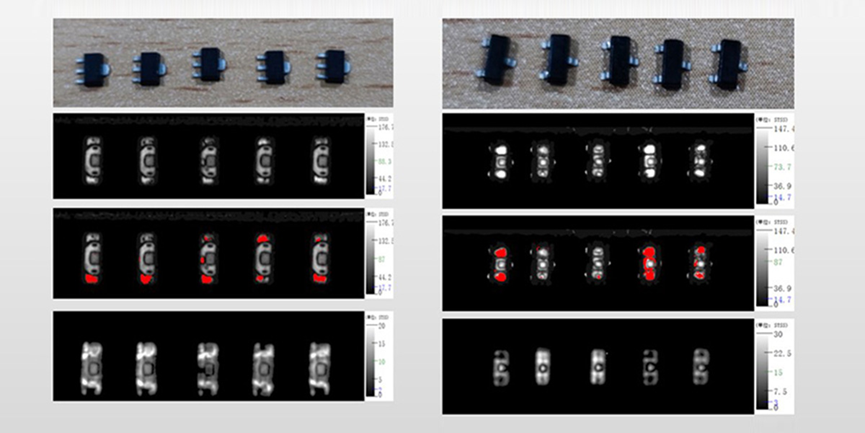
Otkrivanje defekata delaminacije pakovanja nakon procesa plastične enkapsulacije
Režim detekcije faze ultrazvučnog skeniranja za precizno otkrivanje defekata delaminacije između rezinske plastike i metalnog okvira
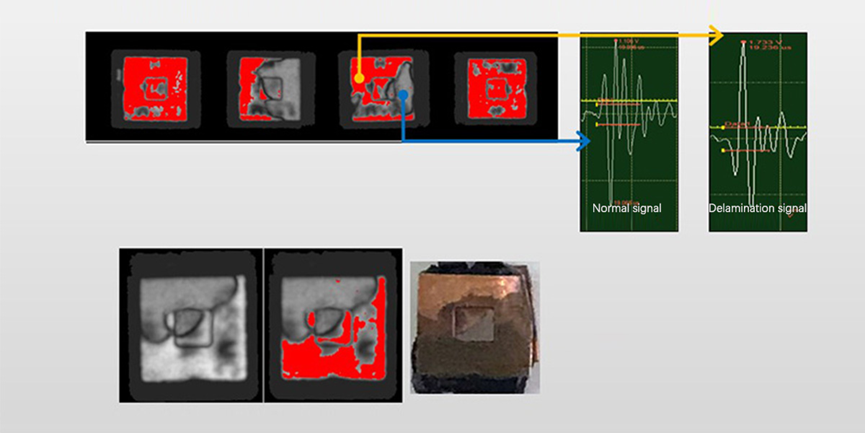
Oksidirana površina posle šupljanja je uglavnom ista kao i crvena zona
Otkrivanje praznina i višeslojno otkrivanje u tanjim pakovanjima
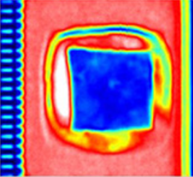
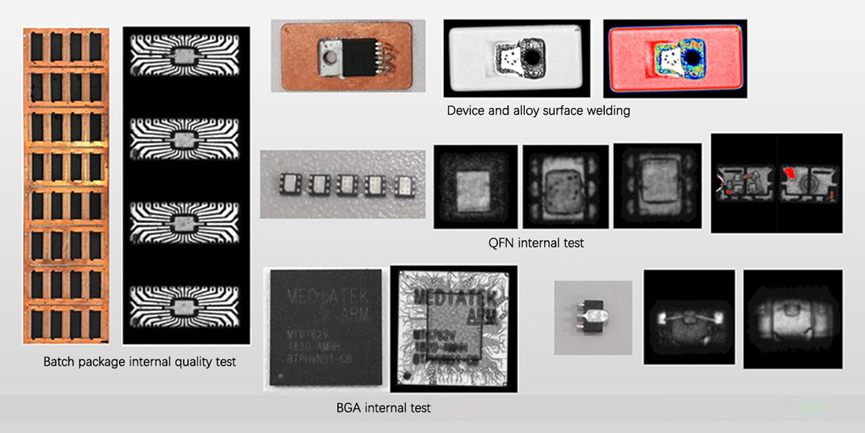
Slučaj otkrivanja TO serije
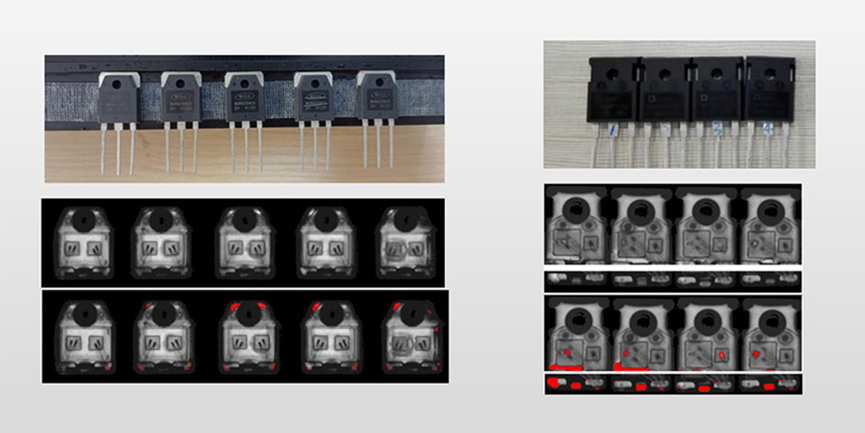
Testiranje cele ploče
Testiranje jednog čipa
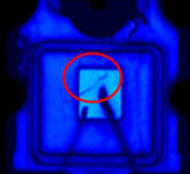
Tipičan primerni slučaj: porovi u pakovanju memorije čipa
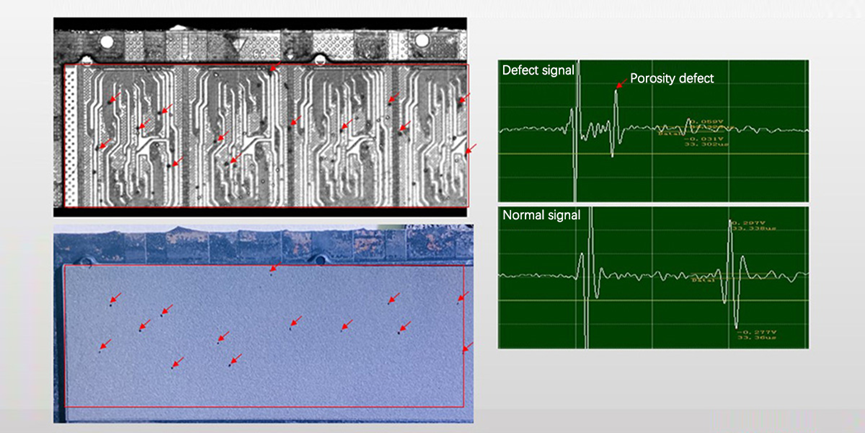
Tipičan primer primene: defekt slojeva memorije čipa
Ostali slučajevi testiranja
Guangzhou Minder-Hightech Co., Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. All Rights Reserved
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA