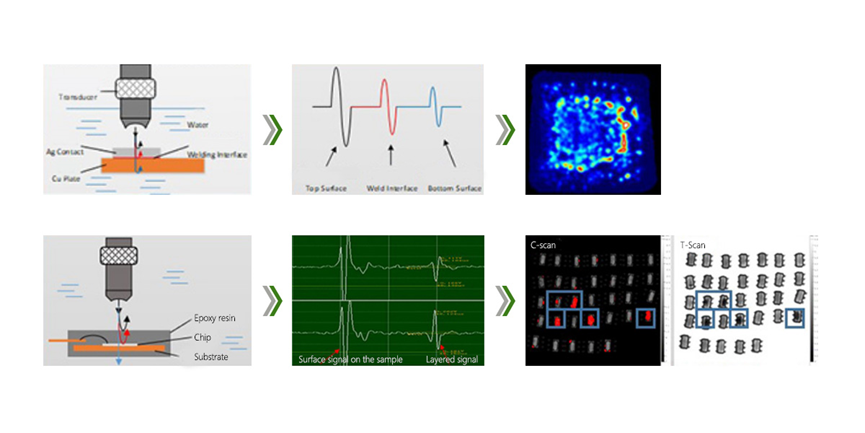
Principen för ultraljudstestning
Ultraljudstransduceraren genererar en ultraljudspuls som når prövan genom koppelmediet (vatten).
På grund av skillnaden i akustisk impedans reflekteras ultraljudsvågen vid gränssnittet mellan olika material.
Ultraljudstransduceraren tar emot den reflekterade echo och konverterar den till elektriska signaler.
Datorn bearbetar den elektriska signalen och visar vågform eller bild.
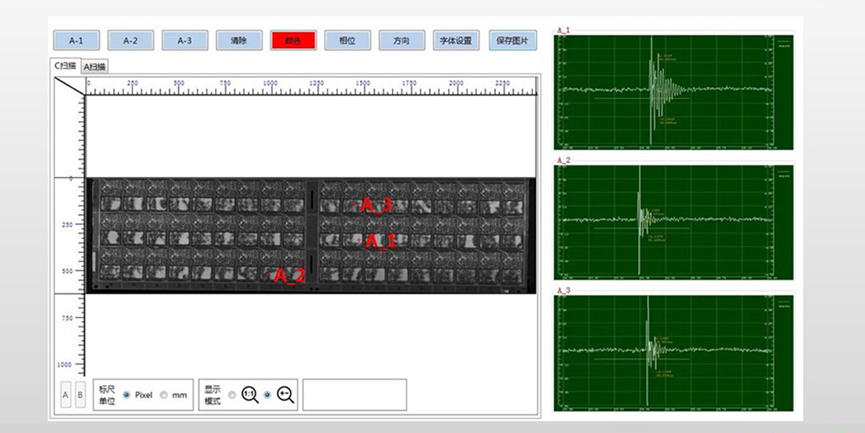
Skanningsform
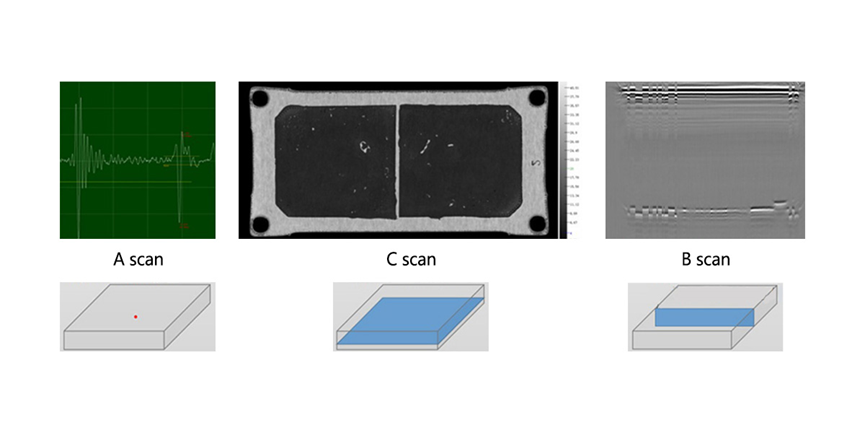
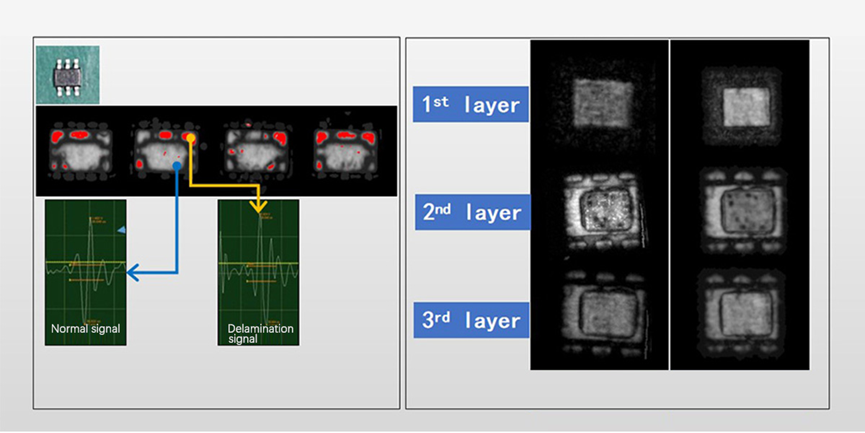
A-scan: vågform vid ett visst punkt;
Den horisontella axeln anger tiden då vågformen dyker upp;
Den vertikala axeln anger amplituden av vågformen.
C-scan: transversell tvärsnittsscan;
De horisontella och vertikala axlarna anger de fysiska dimensionerna;
Färgen anger amplituden av vågformen.
B-scan: longitudinell tvärsnittsscan;
Den horisontella axeln anger de fysiska dimensionerna;
Den vertikala axeln anger tiden då vågformen dyker upp;
Färgen anger amplituden och fasen av vågformen
Flerskiktsscanning: flerskiktsc-scanning utförs i djupriktningen av provet.

Transmissionscanning: mottagare läggs till på undersidan av provet för att samla in de överförda ljudvågorna och generera bilder.
Fördelar och begränsningar med detektion
Fördelar:
1. Ultraljudsdetektion är tillämplig på ett brett spektrum av material, inklusive metaller, icke-metaller och sammansatta material;
2. Det kan tränga igenom de flesta materialen;
3. Det är mycket känsligt för gränssnittsförändringar;
4. Det är skadefritt för människokroppen och miljön.
Begränsningar:
1. Vågformsvalet är relativt komplext;
2. Provets form påverkar detekteringseffekten;
3. Defektens position och form har en viss inverkan på detektionsresultatet;
4. Provets material och kornstorlek har stor inverkan på detektionen.
Kvalitetsinspektionsprocess under monteringen av plattor
Övervakning under starten och felsökningen av vafelinklusteringsmaskinen för att på ett intuitivt sätt upptäcka avvikelser i olika utrustningsparametrar och tillstånd.
Höjd och vinkel på sughuvudet;
Oxidation och temperatur av löddrajet;
Material för ledram och chippmaterial

Kvalitetskontroll av svetsning under chipplacering
Övervakning under start och felsökning av chipplaceringmaskinen kan på ett intuitivt sätt hitta avvikelser i olika utrustningsparametrar och tillstånd
Höjd och vinkel på sughuvudet;
Oxidation och temperatur av löddrajet;
Material för ledram och chip
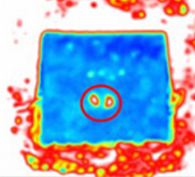
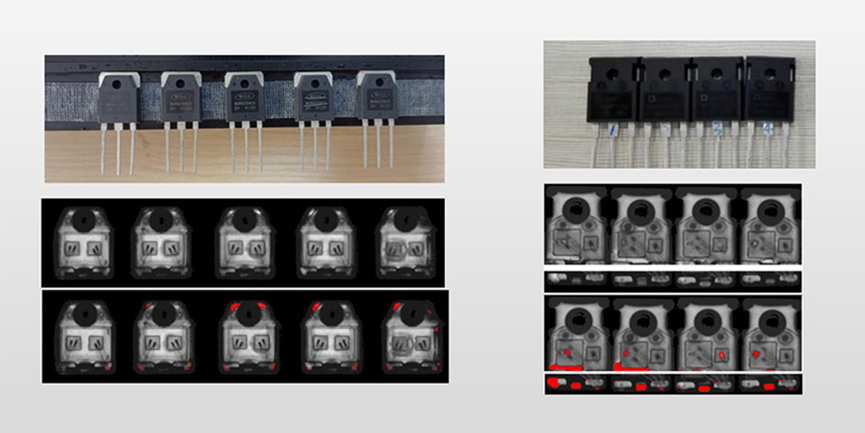
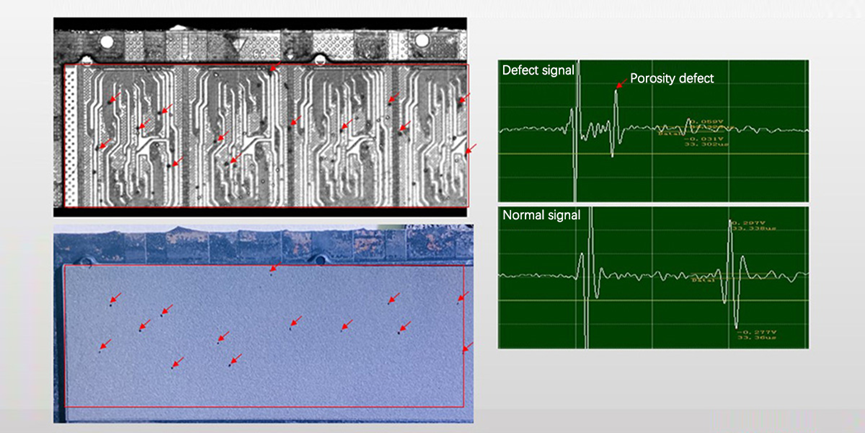
Tomrum i chip-svetsningsprocessen orsakar otillräcklig värmeledning under enhetens användning, vilket påverkar dess livslängd och tillförlitlighet. Genom att använda ultraljudstestmetoder kan svetsningsdefekter med tomt rum snabbt och effektivt identifieras.
|
|
|
|
|
|
Svetsningstomrum |
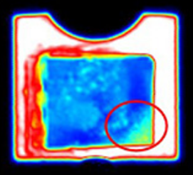
Vångning av siliciervafel |
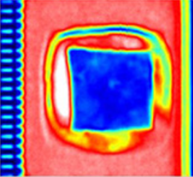
Brödrost |
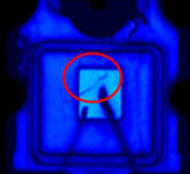
Sprickor i silkesplattor |
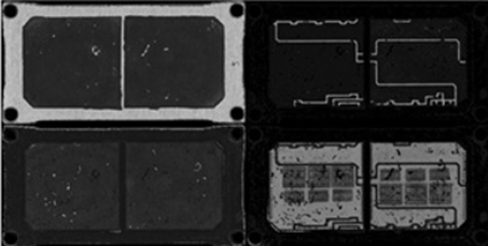
Upptäckt av delamineringsdefekter i förpackningar efter plastinkapslingsprocessen
Ultraljudsscanningsfasedetektionsläge för att noggrant identifiera delamineringsdefekter mellan resinsplast och metallram
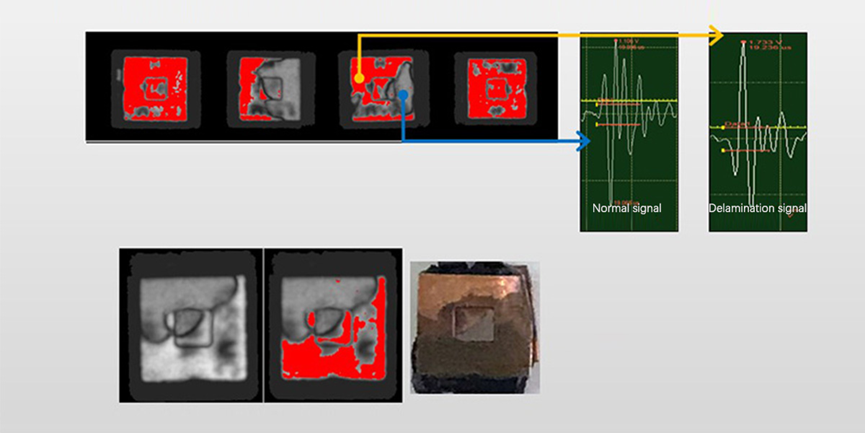
Den oxidorerade arean efter avskrapning är i princip samma som den röda arean
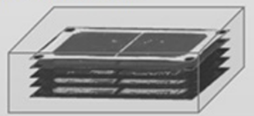
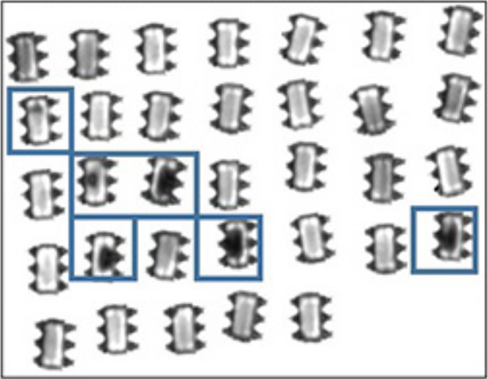
Tomrumsdetektion och flergångsdetektion av tunnare förpackningar
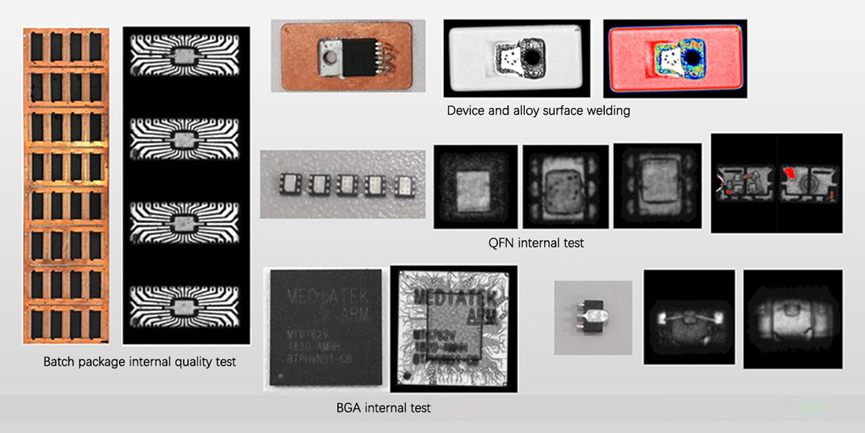
Detektionsfall TO-serien
Testa hela brädan
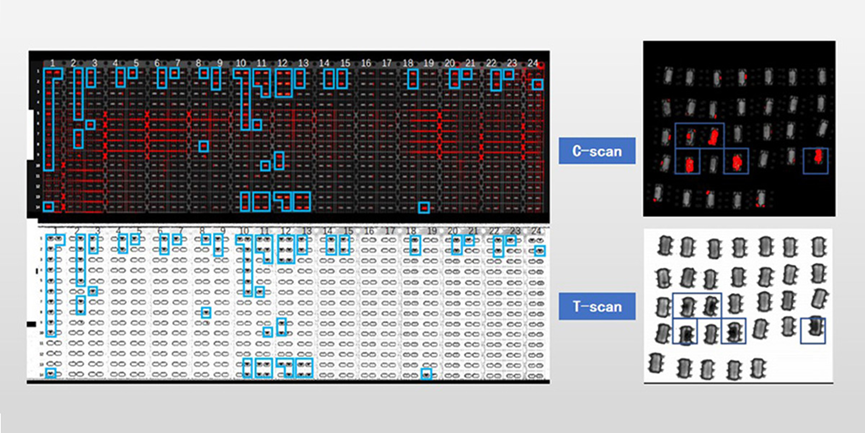
Testa en enskild chip
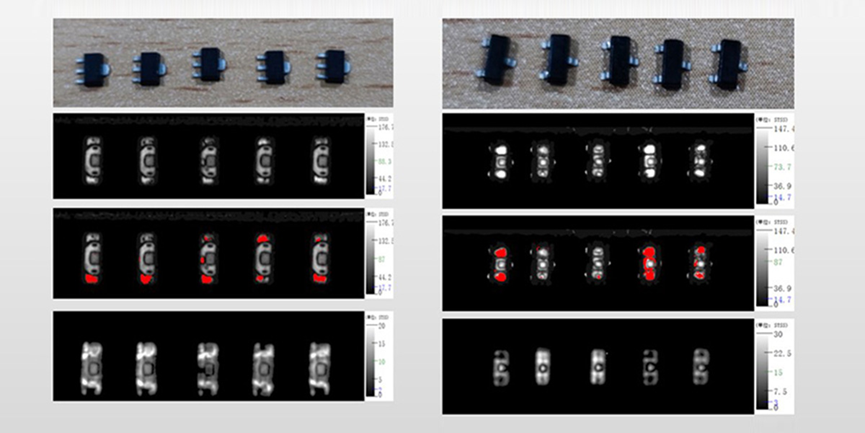
Typisk tillämpningsfall: minneschipppor i förpackning
Typisk tillämpningsfall: minneschipplageringsdefekt
Andra testfall
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. All Rights Reserved
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA