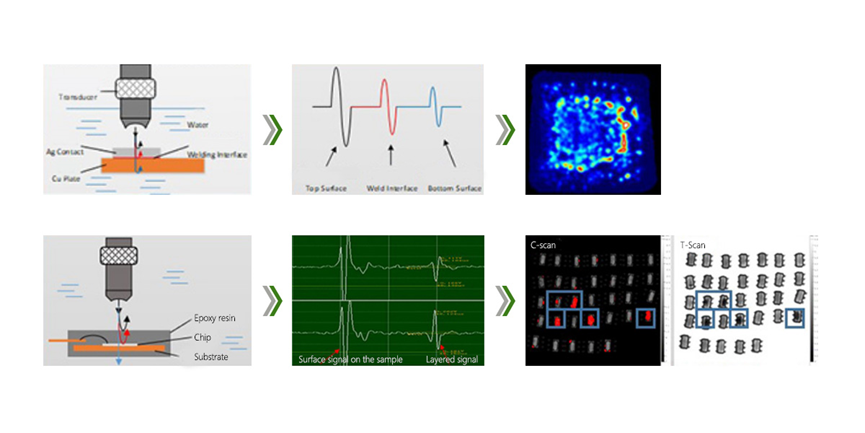
Принцип ультразвукового тестування
Ультразвуковий перетворювач генерує ультразвуковий імпульс, який досягає об'єкта тестування через купуючу середню (воду).
Завдяки різниці акустичного імпедансу, ультразвукова хвиля відбивається від межі між різними матеріалами.
Ультразвуковий перетворювач отримує відбитий сигнал та перетворює його на електричні сигнали.
Комп'ютер обробляє електричний сигнал та виводить хвильову форму або зображення.
Форма сканування
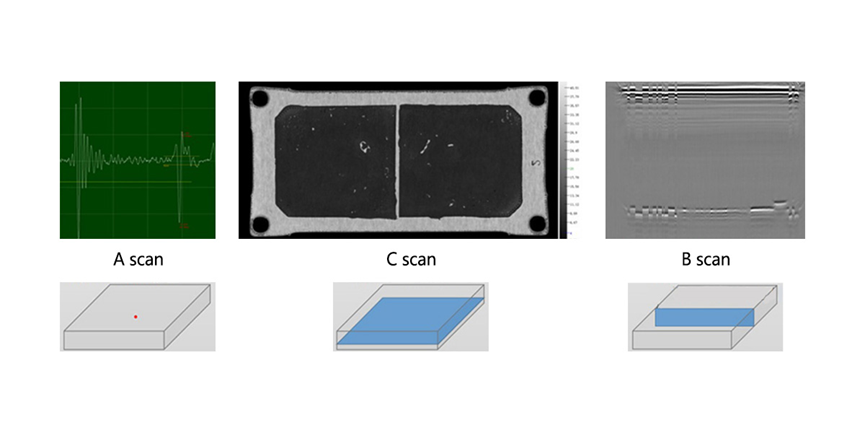
A-скан: хвильова форма в певній точці;
Горизонтальна вісь вказує час появи хвильової форми;
Вертикальна вісь показує амплітуду хвилі.
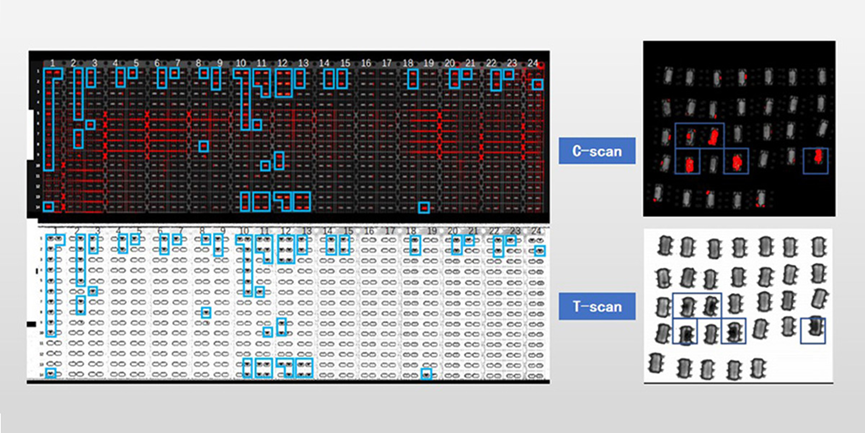
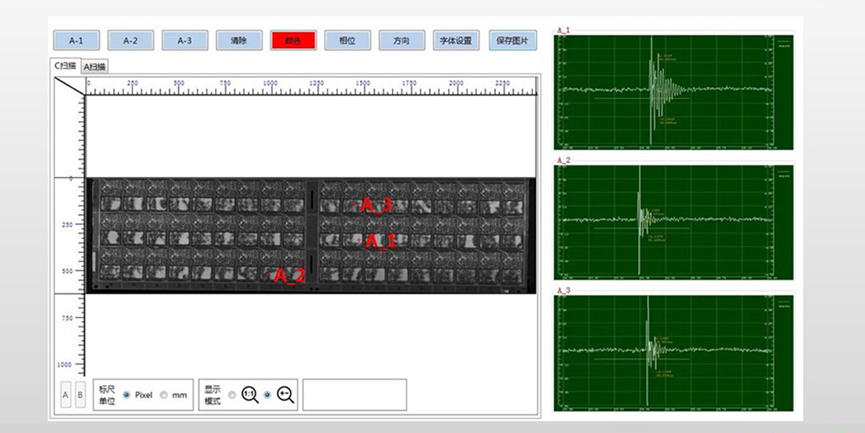
C-скан: поперечний перерізний скан;
Горизонтальна і вертикальна вісі показують фізичні розміри;
Колір показує амплітуду хвилі.
B-скан: довговісний перерізний скан;
Горизонтальна вісь показує фізичні розміри;
Вертикальна вісь показує час появи хвилі;
Колір показує амплітуду та фазу хвилі
Багатошарове сканування: виконується багатошарове C-сканування у глибинному напрямку вибірки.

Трансмісійне сканування: до нижньої частини вибірки додаються приймачі для збору переданих звукових хвиль для генерації зображень.
Переваги та обмеження виявлення
Переваги:
1. Ультразвукове виявлення застосовується до широкого спектру матеріалів, включаючи метали, неметали та складні матеріали;
2. Воно може проникати через більшість матеріалів;
3. Воно дуже чутливе до змін інтерфейсу;
4. Воно безпечне для людського organismу та середовища.
Обмеження:
1. Вибір хвильового формату досить складний;
2. Форма зразка впливає на результати перевірки;
3. Розташування та форма дефекту мають певний вплив на результати перевірки;
4. Матеріал та розмір зерен зразка суттєво впливають на перевірку.
Перевірка якості з'єднань під час процесу навантаження пластин
Моніторинг під час запуску машини для завантаження кремнієвих пластин та процесу налагодження для інтуїтивного виявлення неполадок у різних параметрах та станах обладнання.
Висота та кут присоски;
Оксид і температура свинцю;
Матеріал фрейму та матеріал чипа

Перевірка якості з'єднання під час завантаження чипа
Моніторинг під час запуску та налагодження машини для завантаження чипів дозволяє інтуїтивно виявляти неполадки у різних параметрах та станах обладнання
Висота та кут присоски;
Оксид і температура свинцю;
Матеріал фрейму та чипа
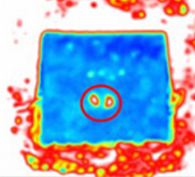
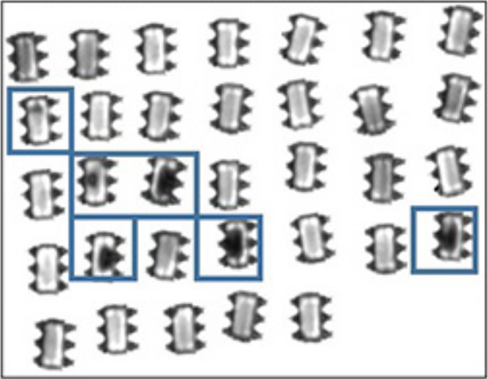
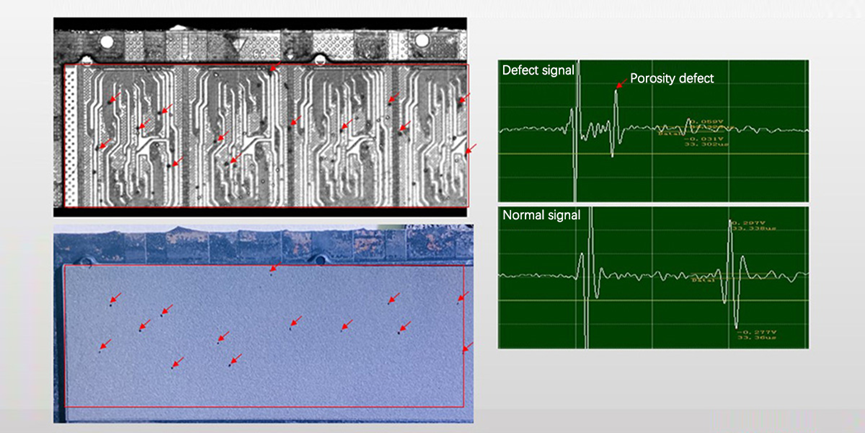
Порожні у процесі спайки чипа призведуть до недостатньої відводження тепла під час експлуатації пристрою, що вплине на його термін служби та надійність. Використовуючи ультразвукові методи перевірки, можна швидко та ефективно виявити дефекти порожнів у спаях.
|
|
|
|
|
|
Порожні у спаях |
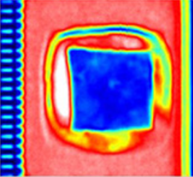
Закрученість сільвійних пластин |
Чіпси з хліба |
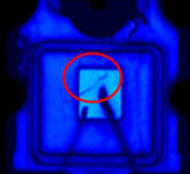
Тріщини в кремнієвих пластинах |
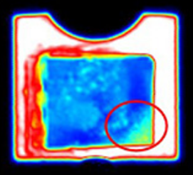
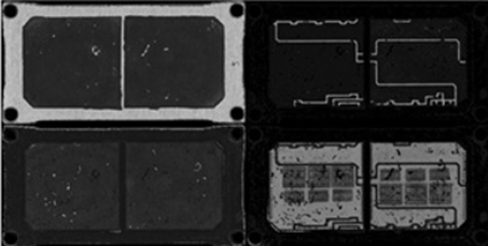
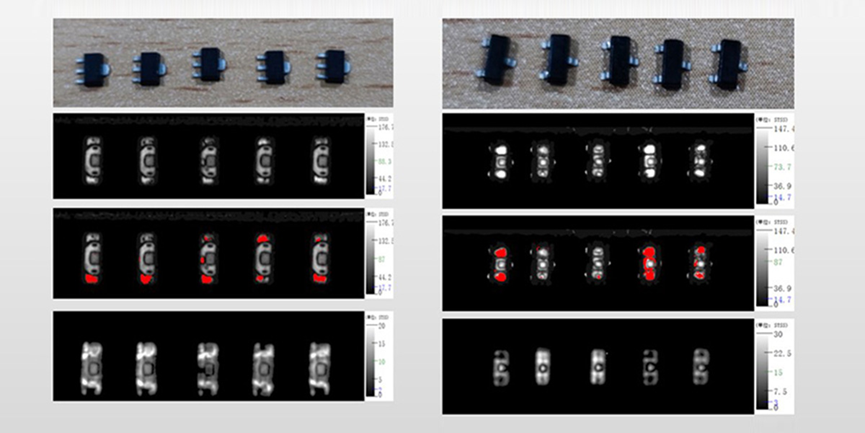
Виявлення дефектів деляregaції упаковки після процесу пластмасової енкапсуляції
Ультразвуковий режим детекції фаз для точного визначення дефектів деляregaції між смолистою пластмасою та металевим каркасом
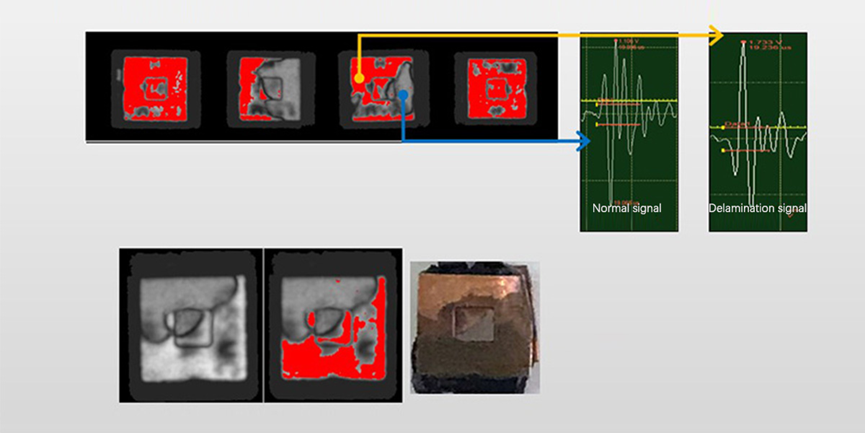
Площа, що окислилася після відшарування, базовий спосіб є майже такою ж як червона область
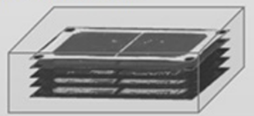
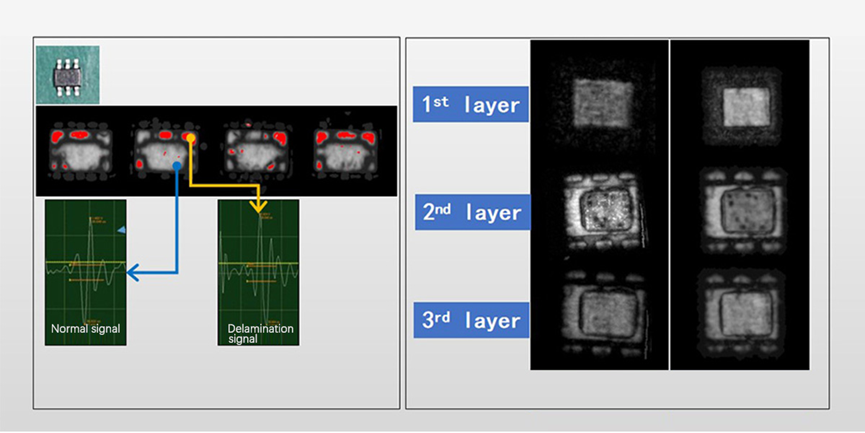
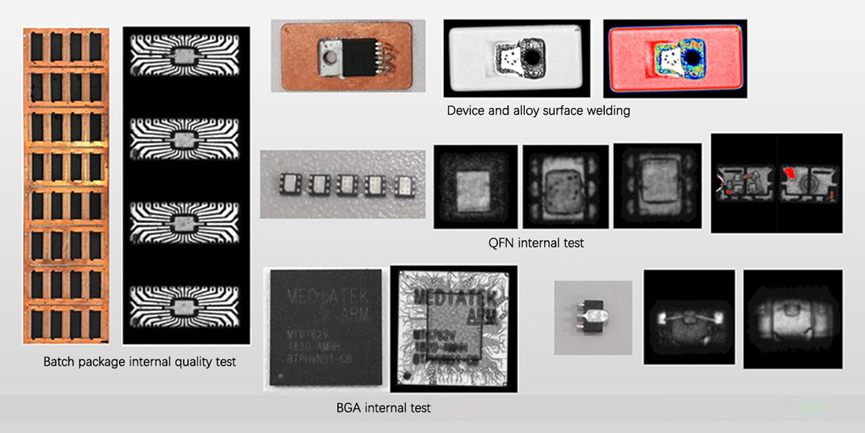
Виявлення порожнин та багатошарового виявлення у тонших упаковках
Випадок виявлення серії TO
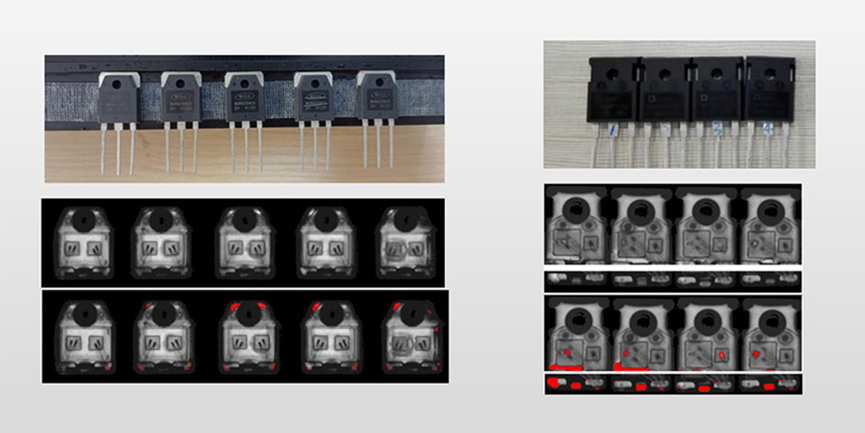
Перевірте всю плату
Перевірте одиночний чіп
Типовий приклад застосування: пори упаковки пам'яті чіпа
Типовий випадок застосування: дефект шарування чіпа пам'яті
Інші тести
Компанія Guangzhou Minder-Hightech Co., Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. All Rights Reserved
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA