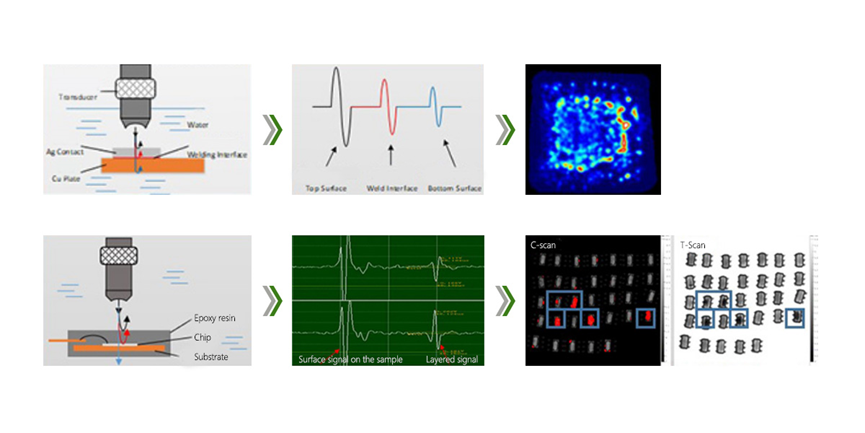
Princípio de Teste Ultrassônico
O transdutor ultrassônico gera um pulso ultrassônico que atinge o dispositivo sob teste através do meio acoplador (água).
Devido à diferença de impedância acústica, a onda ultrassônica se reflete na interface entre materiais diferentes.
O transdutor ultrassônico recebe o eco refletido e o converte em sinais elétricos.
O computador processa o sinal elétrico e exibe o gráfico ou imagem.
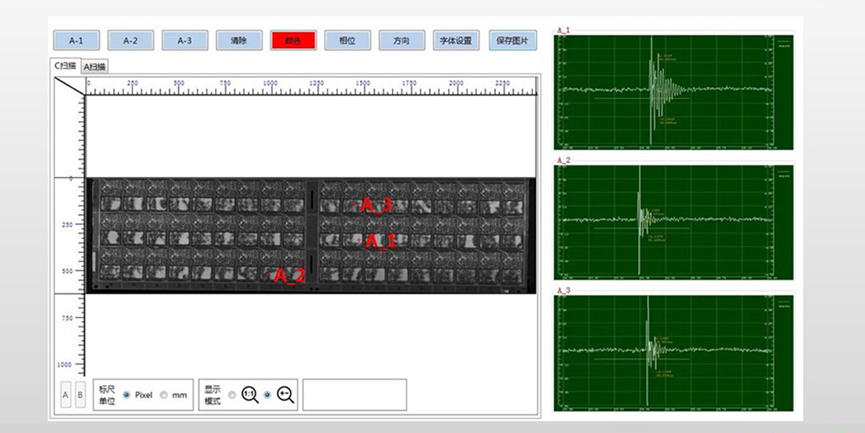
Forma de varredura
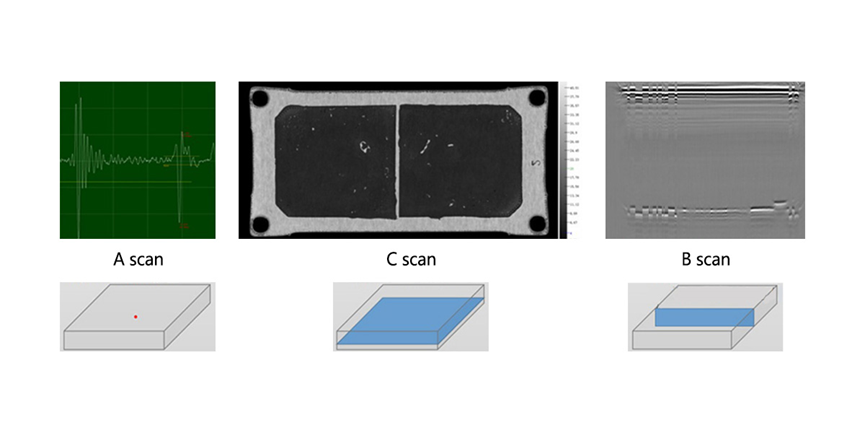
Varredura A: forma de onda em um determinado ponto;
O eixo horizontal indica o tempo em que a forma de onda aparece;
O eixo vertical indica a amplitude da onda.
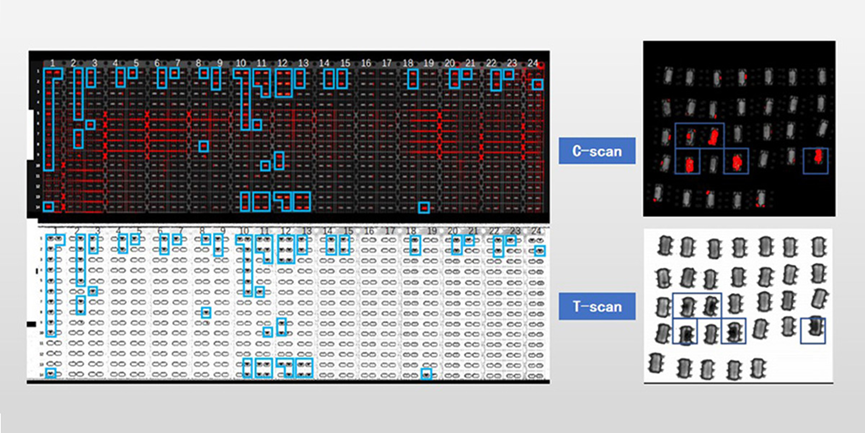
Varredura C: varredura transversal em seção cruzada;
Os eixos horizontal e vertical indicam as dimensões físicas;
A cor indica a amplitude da onda.
Varredura B: varredura longitudinal em seção cruzada;
O eixo horizontal indica as dimensões físicas;
O eixo vertical indica o tempo em que a onda aparece;
A cor indica a amplitude e a fase da onda
Varredura multi-camadas: é realizada uma varredura multi-camadas C na direção de profundidade da amostra.

Varredura de transmissão: receptores são adicionados à parte inferior da amostra para coletar as ondas sonoras transmitidas e gerar imagens.
Vantagens e limitações da detecção
Vantagens:
1. A detecção ultrassônica é aplicável a uma ampla gama de materiais, incluindo metais, não metais e materiais compostos;
2. Pode penetrar na maioria dos materiais;
3. É muito sensível a mudanças de interface;
4. É inofensivo para o corpo humano e o ambiente.
Limitações:
1. A seleção do formato de onda é relativamente complexa;
2. A forma da amostra afeta o resultado da detecção;
3. A posição e a forma do defeito têm uma certa influência no resultado da detecção;
4. O material e o tamanho do grão da amostra têm uma grande influência na detecção.
Inspeção de qualidade de solda durante o processo de carregamento da wafer
Monitoramento durante a inicialização e o processo de depuração da máquina de carregamento de wafer para descobrir intuitivamente anomalias em vários parâmetros e estados do equipamento.
Altura e ângulo da cabeça de sucção;
Oxidação e temperatura da solda;
Material do quadro de ligação e material do chip

Inspeção de qualidade de solda durante o carregamento do chip
Monitoramento durante a inicialização e depuração da máquina de carregamento de chips pode encontrar de forma intuitiva anomalias em vários parâmetros e estados do equipamento
Altura e ângulo da cabeça de sucção;
Oxidação e temperatura da solda;
Material do quadro de ligação e chip
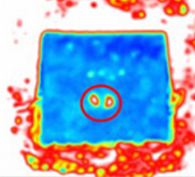
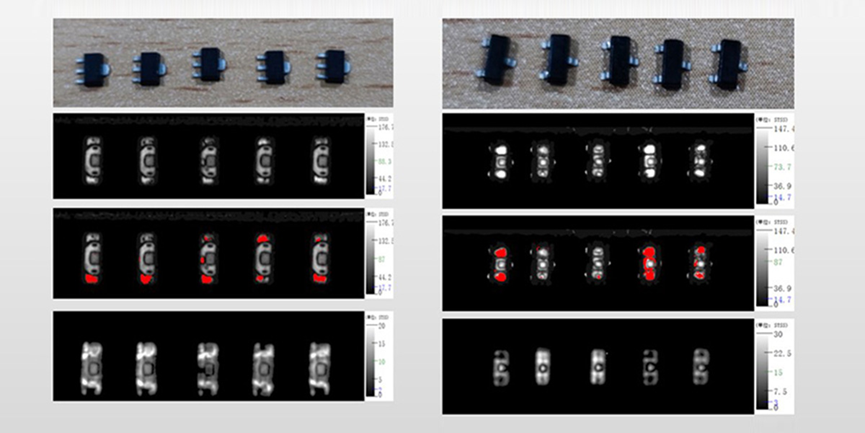
Vazios no processo de soldagem do chip causarão dissipação de calor insuficiente durante o uso do dispositivo, afetando sua vida útil e confiabilidade. Usando métodos de teste por ultrassom, defeitos de vazios na soldagem podem ser identificados rapidamente e eficazmente.
|
|
|
|
|
|
Vazios na soldagem |
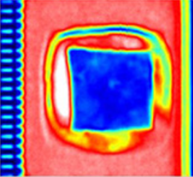
Warping de wafers de silício |
Biscoitos de pão |
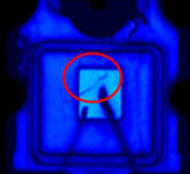
Rachaduras em wafers de silício |
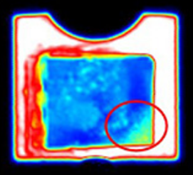
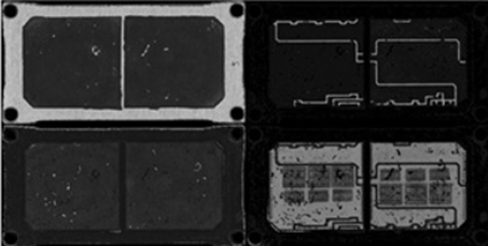
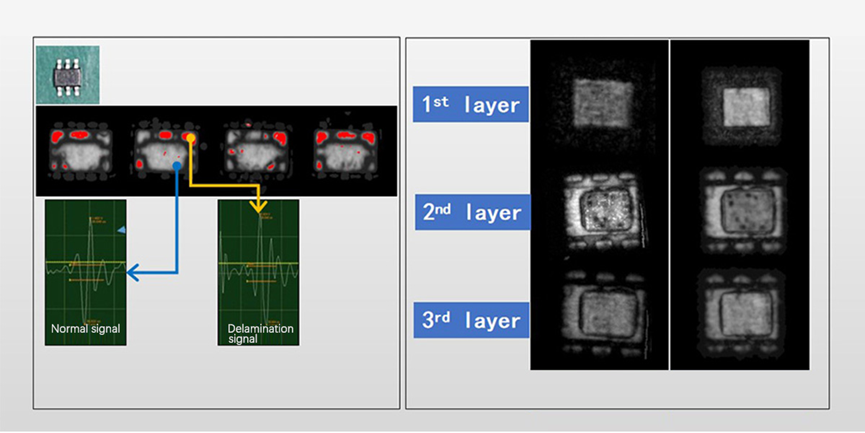
Detecção de defeitos de deslaminação de embalagens após o processo de encapsulamento plástico
Modo de detecção de fase de varredura ultrassônica para identificar com precisão defeitos de deslaminação entre resina plástica e moldura metálica
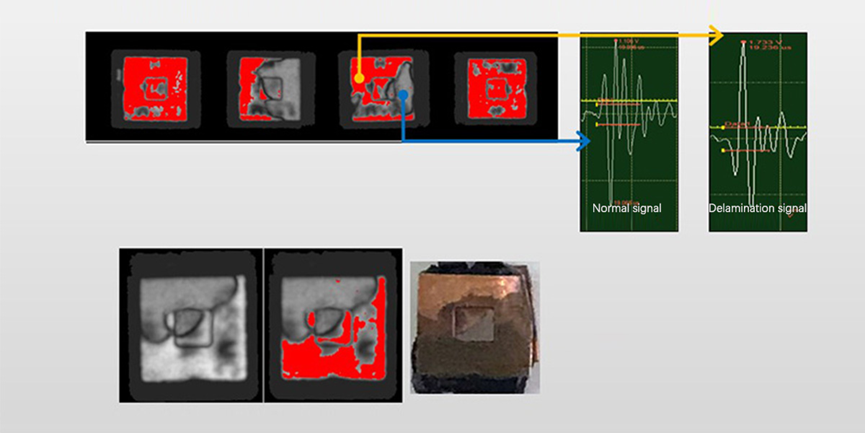
A área oxidada após a descamação é basicamente a mesma que a área vermelha
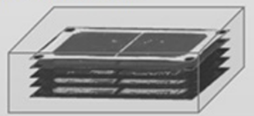
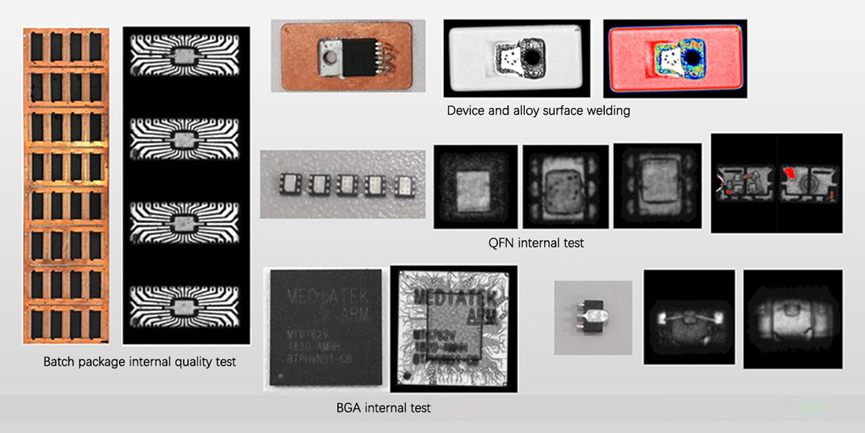
Detecção de vazios e detecção multilayer de embalagens mais finas
Caso de detecção da série TO
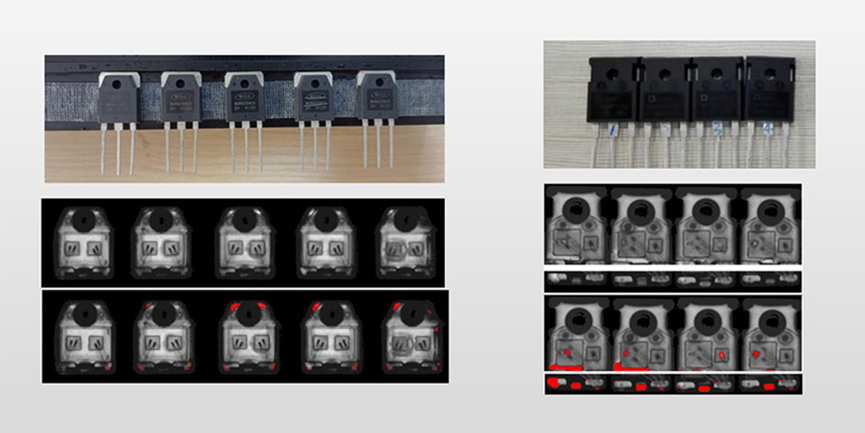
Teste a placa inteira
Teste um único chip
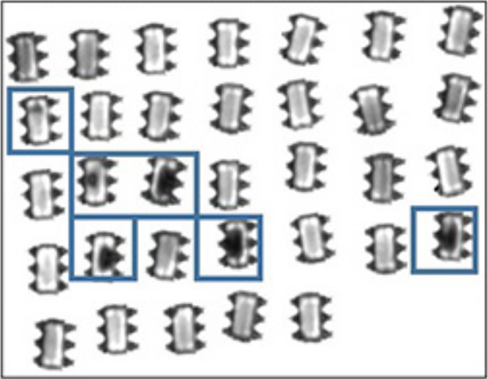
Caso de aplicação típico: poros no pacote de chips de memória
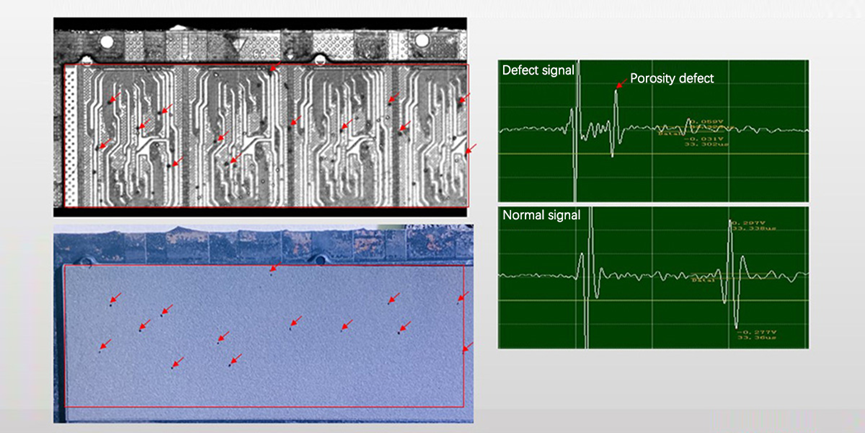
Caso de aplicação típico: defeito de camadas do chip de memória
Outros casos de teste
Guangzhou Minder-Hightech Co., Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. All Rights Reserved
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA