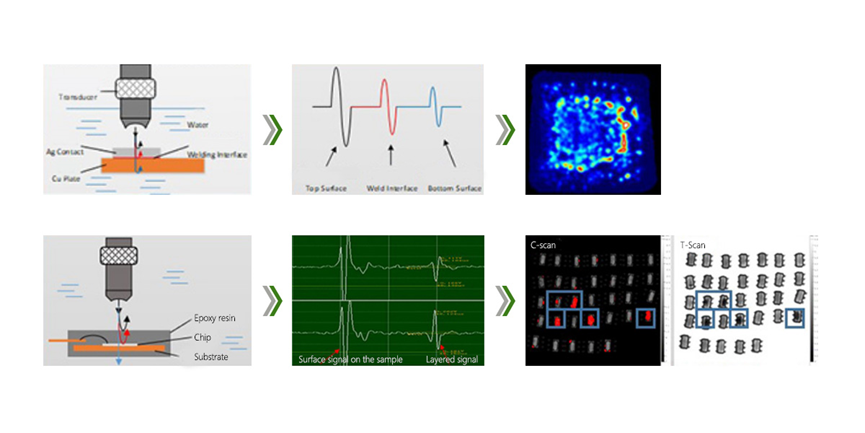
Principiul Testării Ultrasonice
Transductorul ultrasonic generează un impuls ultrasonic care ajunge la dispozitivul sub test prin intermediul medianului de cuplare (apă).
Datorită diferenței de impedență acustică, unda ultrasonică se reflectă la interfața dintre diferite materiale.
Transductorul ultrasonic primește ecoul reflezat și îl convertește în semnale electrice.
Calculatorul procesează semnalul electric și afișează forma de undă sau imaginea.
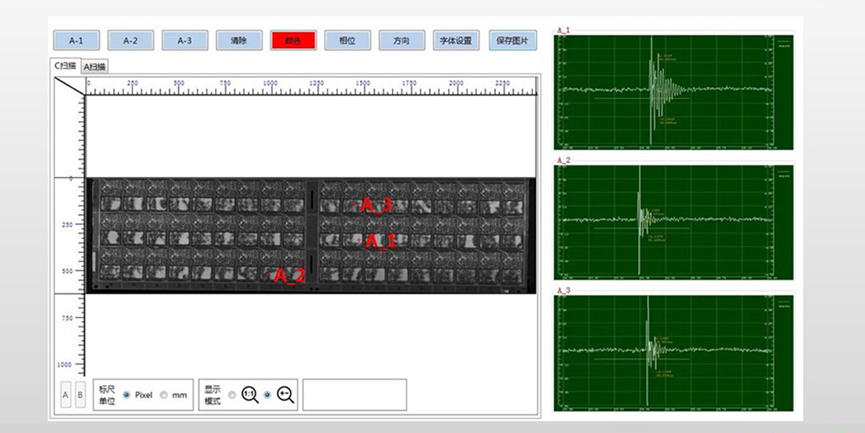
Formă de scaneare
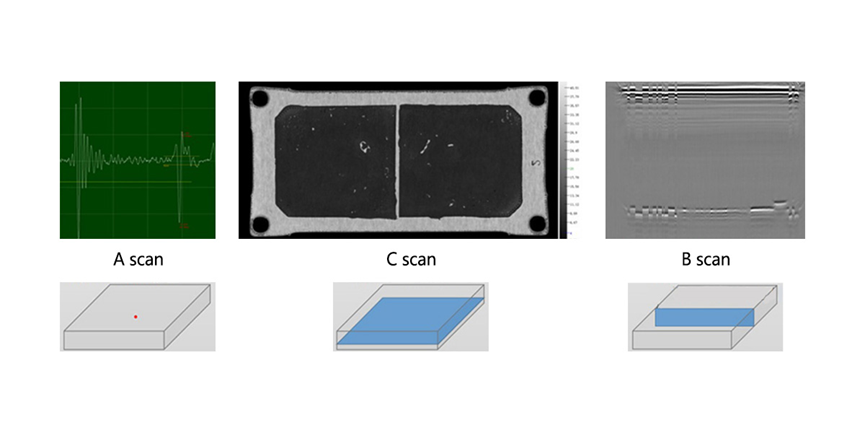
Scanearea A: formă de undă într-un anumit punct;
Axă orizontală indică timpul când apare forma de undă;
Axul vertical indică amplitudinea undei.
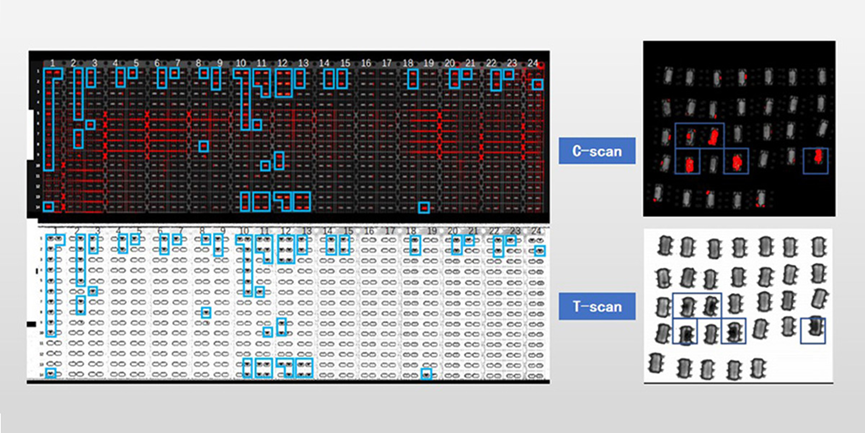
Scan C: scan transversal al secțiunii croiate;
Axele orizontal și vertical indică dimensiunile fizice;
Culoarea indică amplitudinea undei.
Scan B: scan longitudinal al secțiunii croiate;
Axul orizontal indică dimensiunile fizice;
Axul vertical indică timpul când unda apare;
Culoarea indică amplitudinea și faza undei
Scaneare multi-strat: se efectuează o scanare multi-strat C în direcția adâncimii esantionului.

Scaneare de transmisie: se adaugă receptori la baza esantionului pentru a colecta undele sonore transmise și a genera imagini.
Avantaje și limitări ale detectării
Avantaje:
1. Detectarea ultrasonoră este aplicabilă unei gamuri largi de materiale, inclusiv metale, necumparate și materiale compuse;
2. Poate pătrunde prin majoritatea materialelor;
3. Este foarte sensibil la schimbările de interfață;
4. Este inofensiv pentru corpul uman și mediul înconjurător.
Limitări:
1. Selectarea undei este relativ complexă;
2. Forma probei afectează efectul de detectare;
3. Poziția și forma defecțiunii au o anumită influență asupra rezultatului de detectare;
4. Materialul și dimensiunea granulului probei au o influență mare asupra detectării.
Inspeție a calității legăturilor durante procesul de încărcare a plăcilor
Supraveghere în timpul pornirii mașinii de încărcare a plăcilor semiconductoare și a procesului de depanare pentru a descoperi intuitiv anormalități în diferite parametri și stări ale echipamentelor.
Înălțimea și unghiul capului de sugeție;
Oxidarea și temperatura soldeurii;
Materialul cadrei de țintă și materialul chip-ului

Inspeția calității sudurii în timpul încărcării chip-urilor
Supraveghere în timpul pornirii și depanării mașinii de încărcare a chip-urilor poate găsi în mod intuitiv anormalități în diferite parametri și stări ale echipamentelor
Înălțimea și unghiul capului de sugeție;
Oxidarea și temperatura soldeurii;
Materialul cadrei de țintă și al chip-ului
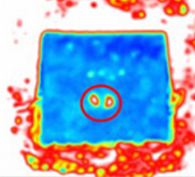
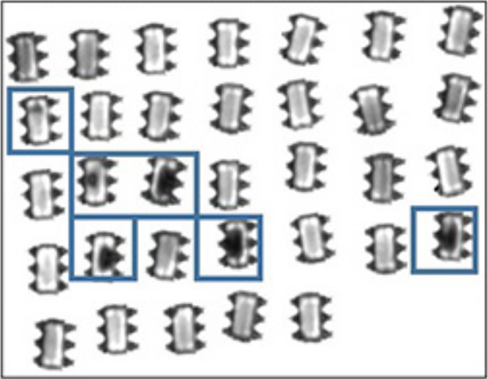
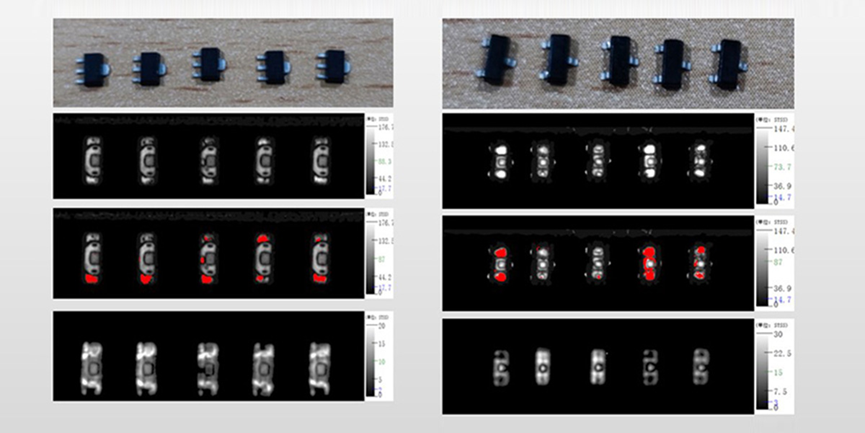
Goluri în procesul de sudura a chip-urilor vor provoca o scădere a dispersării căldurii în timpul utilizării dispozitivului, afectând durata de viață și fiabilitatea acestuia. Folosind metode de testare ultrasonore, defectele de goluri din sudura pot fi identificate rapid și eficient.
|
|
|
|
|
|
Goluri în sudura |
Deformarea plăcilor de siliciu |
Chiftele de pâine |
Crăciene în plăci de siliciu |
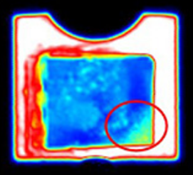
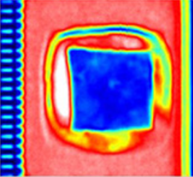
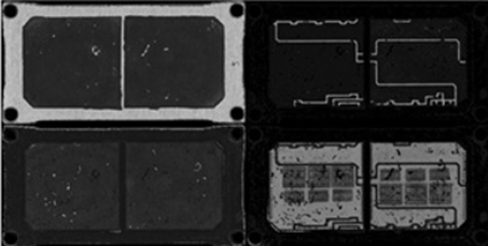
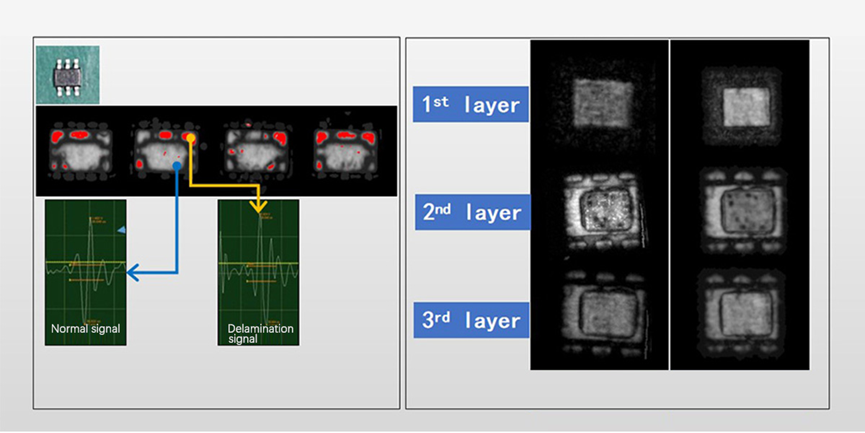
Detectarea defectelor de delaminare a ambalajului după procesul de encapsulare plastică
Mod de detecție prin scanare ultrasonică a fazei pentru a identifica cu precizie defectele de delaminare între resină plastică și cadru metalic
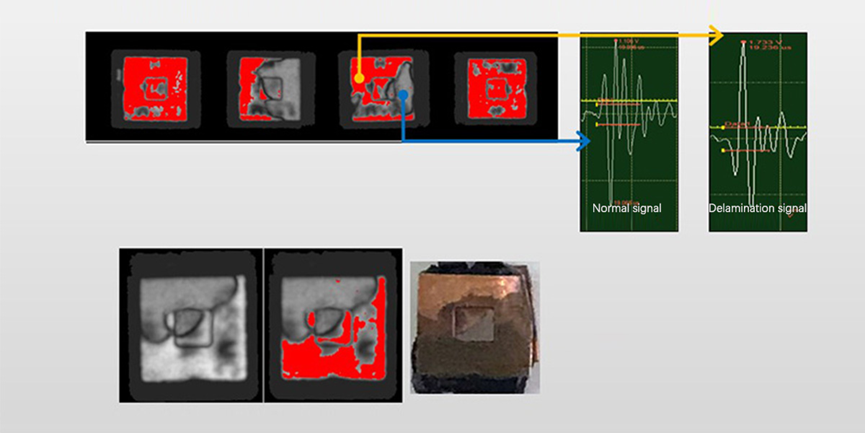
Zona oxidată după despărțire este practic aceeași ca și zona roșie
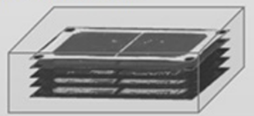
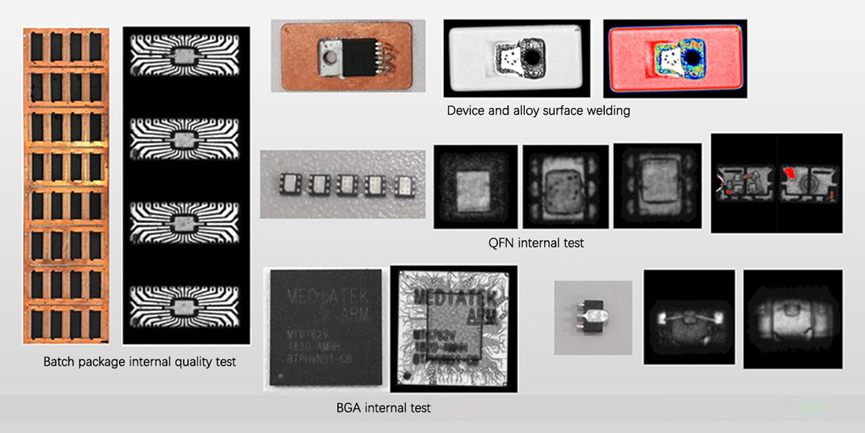
Detectarea goluriilor și detectarea stratificată a ambalajelor mai subțiri
Caz de detecție serie TO
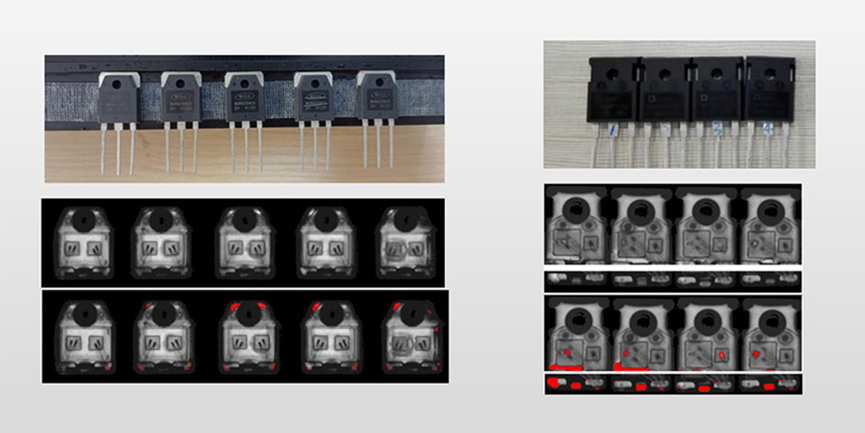
Testează tot circuitul
Testează un singur chip
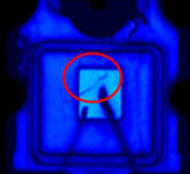
Caz tipic de aplicare: pori în ambalajul unui chip de memorie
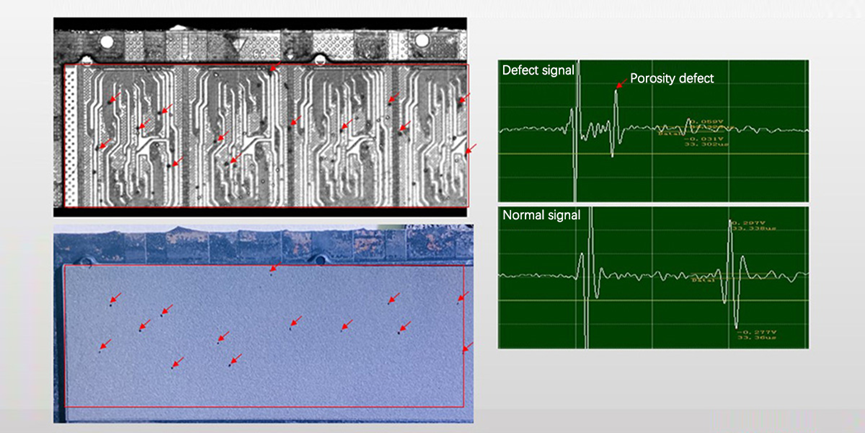
Caz de aplicare tipic: defect al stratului chip-ului de memorie
Alte cazuri de test
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. All Rights Reserved
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA