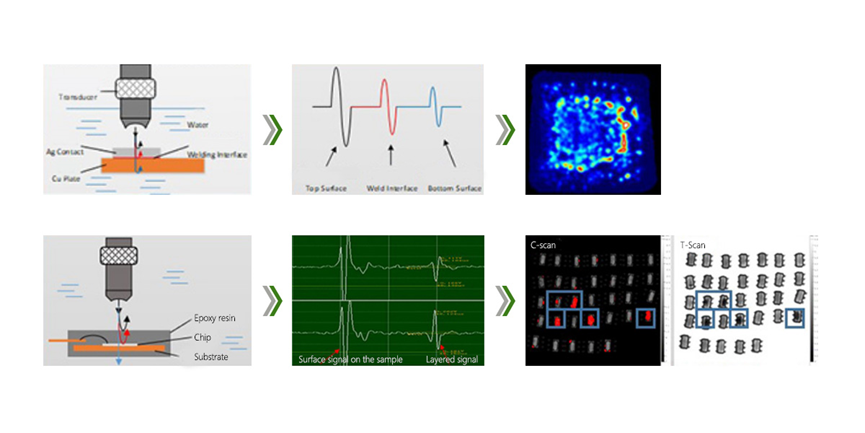
Принцип ультразвукового контроля
Ультразвуковой преобразователь генерирует ультразвуковой импульс, который достигает испытуемого устройства через контактную среду (воду).
Из-за разницы акустического сопротивления ультразвуковая волна отражается на границе между различными материалами.
Ультразвуковой преобразователь получает отраженный эхо-сигнал и преобразует его в электрические сигналы.
Компьютер обрабатывает электрический сигнал и отображает форму волн или изображение.
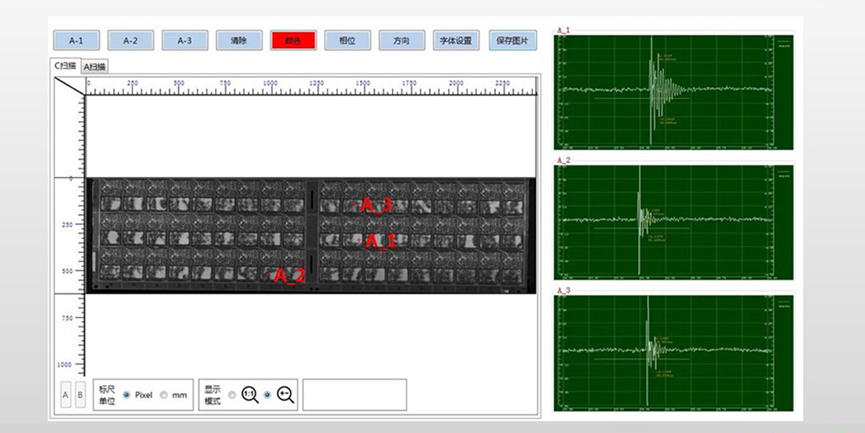
Форма сканирования
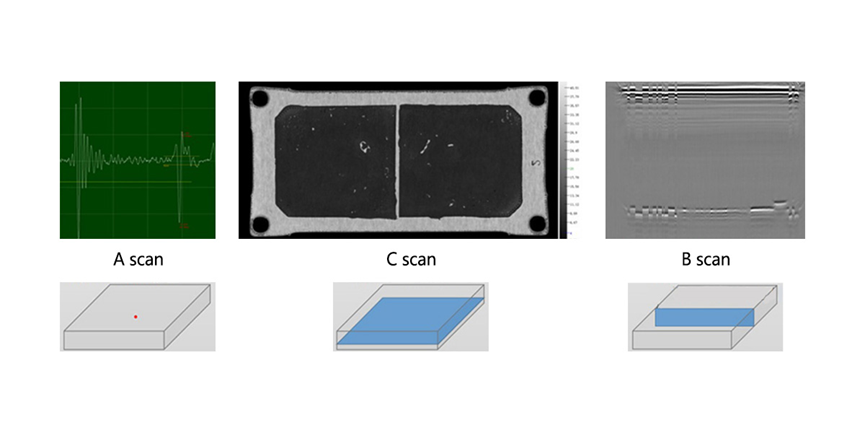
A-скан: форма волны в определенной точке;
По горизонтальной оси указывается время появления волны;
Вертикальная ось показывает амплитуду волны.
Сканирование C: поперечное сечение;
Горизонтальная и вертикальная оси показывают физические размеры;
Цвет показывает амплитуду волны.
Сканирование B: продольное сечение;
Горизонтальная ось показывает физические размеры;
Вертикальная ось показывает время появления волны;
Цвет показывает амплитуду и фазу волны
Многослойное сканирование: выполняется многослойное сканирование C в направлении глубины образца.

Трансмиссионное сканирование: приемники добавляются к нижней части образца для сбора передаваемых звуковых волн для создания изображений.
Преимущества и ограничения обнаружения
Преимущества:
1. Ультразвуковое обнаружение применимо к широкому спектру материалов, включая металлы, неметаллы и композитные материалы;
2. Он может проникать через большинство материалов;
3. Очень чувствителен к изменениям на границе раздела;
4. Безвреден для человеческого организма и окружающей среды.
Ограничения:
1. Выбор формы волны относительно сложен;
2. Форма образца влияет на результаты обнаружения;
3. Положение и форма дефекта оказывают определенное влияние на результат обнаружения;
4. Материал и размер зерен образца сильно влияют на обнаружение.
Проверка качества сварки во время процесса загрузки пластин
Мониторинг во время запуска машины для загрузки пластин и процесса отладки для интуитивного обнаружения аномалий в различных параметрах и состояниях оборудования.
Высота и угол всасывающей головки;
Окисление и температура припоя;
Материал рамки выводов и материал чипа

Проверка качества сварки при загрузке чипа
Мониторинг во время запуска и отладки машины для загрузки чипов может интуитивно выявлять аномалии в различных параметрах и состояниях оборудования
Высота и угол всасывающей головки;
Окисление и температура припоя;
Материал рамки выводов и чипа
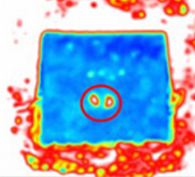
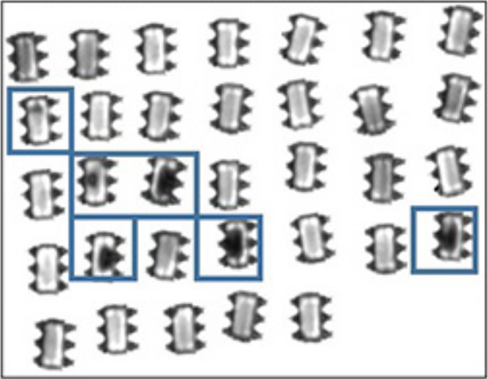
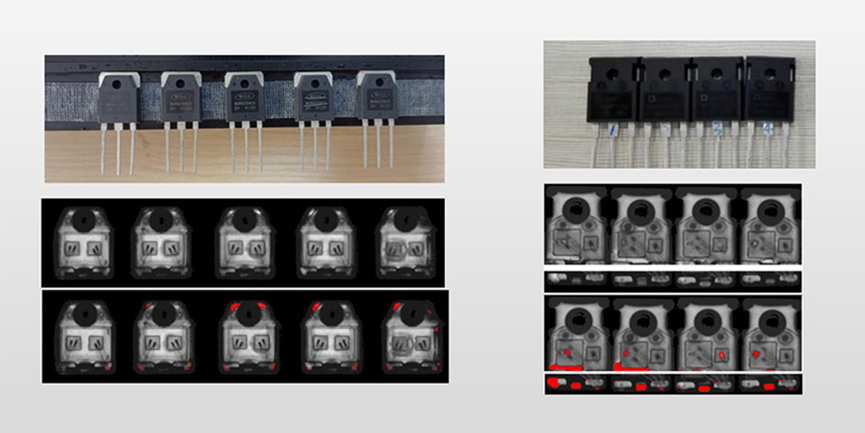
Пустоты в процессе сварки чипа приведут к недостаточной диссипации тепла при использовании устройства, что скажется на его сроке службы и надежности. Используя ультразвуковые методы контроля, дефекты пустот сварки можно быстро и эффективно выявить.
|
|
|
|
|
|
Пустоты сварки |
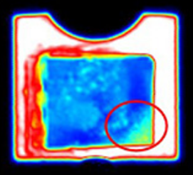
Искривление кремниевых пластин |
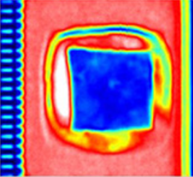
Чипсы из хлеба |
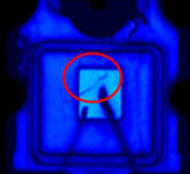
Трещины в кремниевых пластинах |
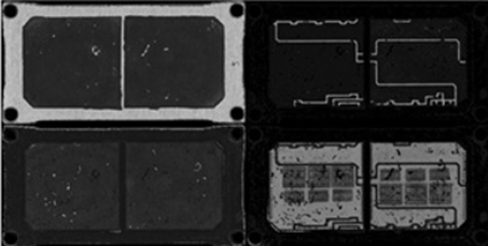
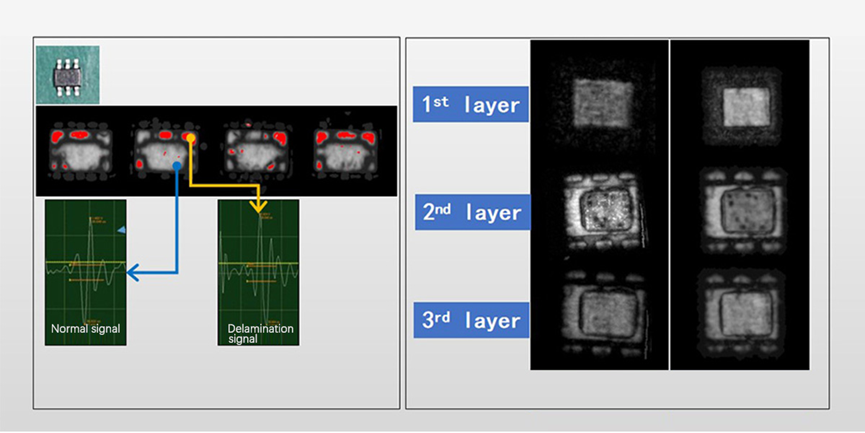
Обнаружение дефектов делимитации упаковки после процесса пластиковой оболочки
Ультразвуковой режим фазового сканирования для точной идентификации дефектов делимитации между эпоксидным пластиком и металлической рамой
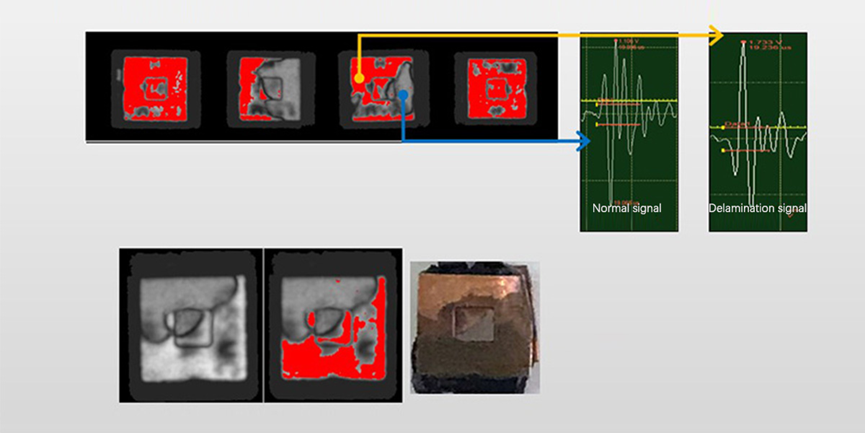
Окисленная область после отслоения基本上 совпадает с красной областью
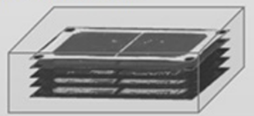
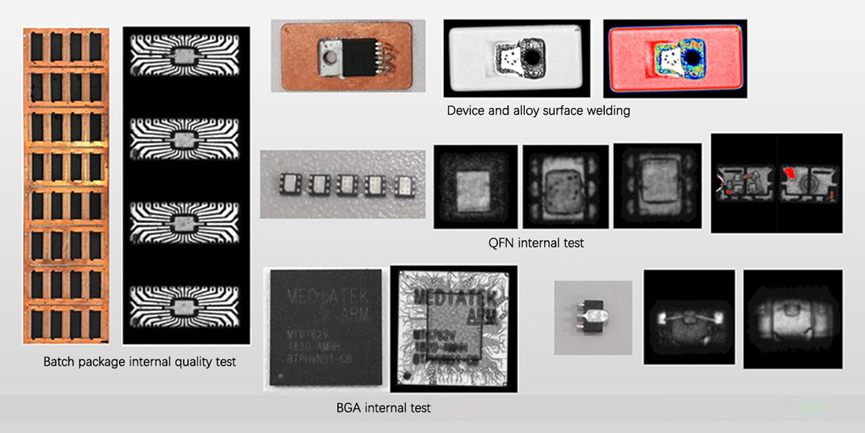
Обнаружение пустот и многослойное обнаружение более тонких упаковок
Случай обнаружения серии TO
Проверка всей платы
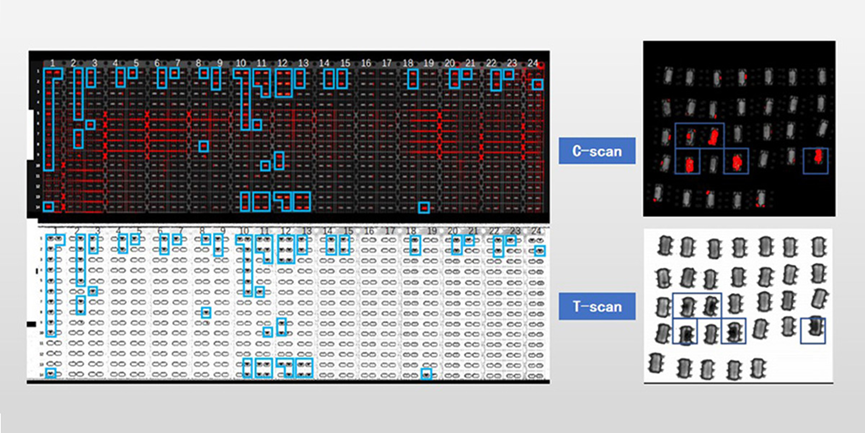
Проверка одного чипа
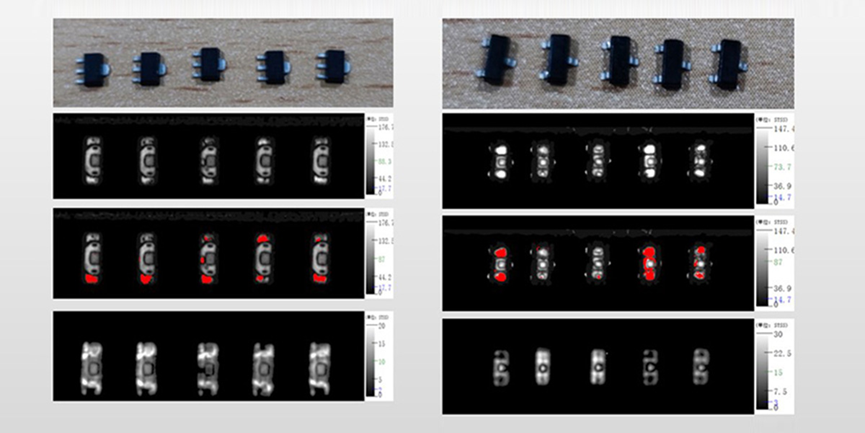
Типичный пример применения: поры в упаковке микросхем памяти
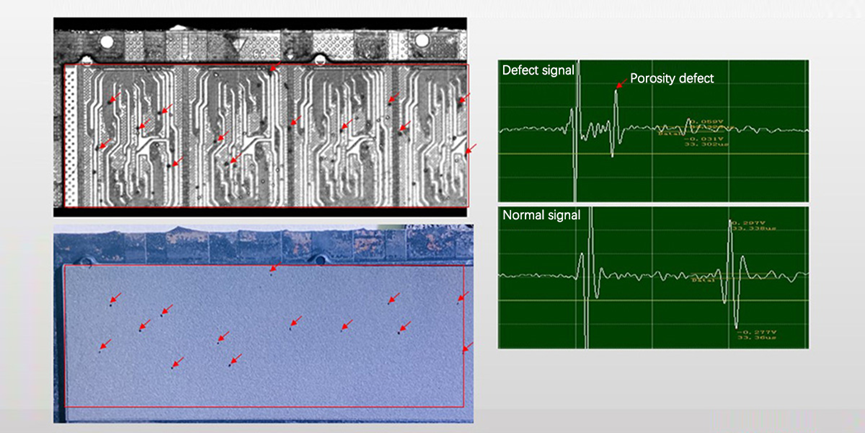
Типичный случай применения: дефект слоев микросхемы памяти
Другие тестовые случаи
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. All Rights Reserved
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA